Müşterilerden gelen her türlü soru ve geri bildirim için sabırla ve titizlikle cevap vereceğiz.
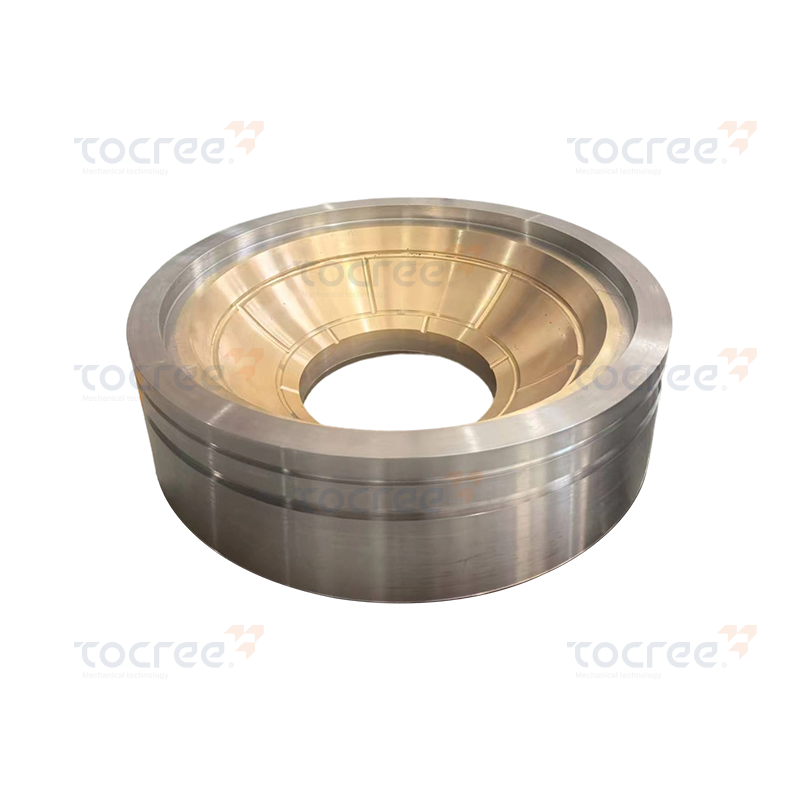
Bu bakır bazlı yağ tahliye halkası, hassas işleme yoluyla yüksek kaliteli kalay bronzdan yapılmış...
Kendinden yağlamalı kovan yatağı, yağsız burç veya kuru şaft kovanı olarak da adlandırılan yağsız şaft kovanı, gres, yağ veya periyodik yeniden gresleme gibi herhangi bir harici yağlama gerektirmeden dönen veya salınan bir şaftı desteklemek için tasarlanmış silindirik bir yatak bileşenidir. Manşon, şaft muylusunun etrafına sarılır ve bileşenin ömrü boyunca sürtünmeyi ve aşınmayı yönetmek için tamamen yatak malzemesinin içine gömülü veya ona uygulanan katı yağlayıcılara dayanarak şaft ile yuvası arasında düşük sürtünmeli bir kayar arayüz sağlar.
Yağsız şaft kovanlarının çözdüğü problemler temel olarak bakıma erişim, çevre kirliliği ve operasyonel güvenilirliktir. Geleneksel yağlamalı kovanlı rulmanlarda sürtünme ve aşınma, rulman arayüzüne sürekli veya periyodik olarak yağ veya gres beslemesi ile kontrol edilir. Bu, rutin yağlama için rulmana erişilebildiğinde, çalışma ortamı temiz ve ılıman olduğunda ve çevredeki ekipman veya üründe yağ kirliliğinin sorun oluşturmadığı durumlarda işe yarar. Ancak gerçek dünyadaki uygulamaların çoğu bu koşullardan bir veya daha fazlasını karşılayamıyor: Gıda işleme ekipmanlarındaki rulmanlar petrol yağlayıcılarıyla yağlanamaz; büyük makine yapılarının derinliklerindeki rulmanlara düzenli yağlama için erişilemez; tozlu madencilik ortamlarındaki rulmanların yağ filmi uygulamadan birkaç gün sonra kirlenir; Yüksek sıcaklıklı fırın konveyörlerindeki rulmanlar, herhangi bir pratik yağlama yağının ayrışma sıcaklığının üzerinde çalışır.
Uygun şekilde belirlenmiş yağsız mil kovanı tüm bu kısıtlamaları ortadan kaldırır. Malzemeye, yüke, hıza ve ortama bağlı olarak bileşenin tüm hizmet ömrü boyunca (genellikle 5.000 ila 50.000 çalışma saati) sıfır harici yağlama girişi ile geleneksel bir kovanlı yatağın yük taşıma ve mil konumlandırma işlevini sağlar. Ekipman tasarımcıları için bu, daha basit yağlama sistemleri, daha düşük bakım işçiliği maliyetleri ve rulmanların yağlamanın pratik olmadığı yerlere monte edilebilmesi anlamına gelir. Son kullanıcılar için bu, daha az arıza süresi, ortadan kaldırılan yağlayıcı tedariki ve atık imha maliyetleri ve hassas uygulamalarda daha iyi ürün temizliği anlamına gelir.
Yağsız mil kovanının harici yağlama olmadan çalışabilmesi, yalnızca düşük sürtünmeli bir malzeme kullanılması meselesi değildir; yatak yüzeyinin çalışma sırasında aktif olarak bir yağlama filmi oluşturup yenilemesini sağlayan spesifik bir tribolojik mekanizmaya bağlıdır.
Kendinden yağlamalı kovanlı yataklardaki en önemli mekanizma, eşleşen mil yüzeyinde bir transfer filminin oluşmasıdır. Şaft yatak deliğine doğru döndükçe, yatak malzemesinden mikroskobik miktarlarda katı yağlayıcı (tipik olarak PTFE (politetrafloroetilen), grafit, molibden disülfit (MoS₂) veya bunların kombinasyonları) salınır ve şaft yüzeyine tipik olarak 1-5 µm kalınlığında ince, sürekli bir kaplama olarak yapışır. Bu transfer filmi oluşturulduktan sonra (genellikle "alıştırma" süresi olarak adlandırılan çalışmanın ilk birkaç saati içinde), temas, çıplak metal ile yatak malzemesi arasında değil, iki yağlanmış yüzey (mil üzerindeki transfer filmi ve yatak deliğindeki katı yağlayıcı) arasında etkili bir şekilde gerçekleşir. Bu, sürtünme katsayısını (malzeme ve koşullara bağlı olarak tipik olarak 0,03-0,15'e kadar) ve yatağın ömrünün geri kalan kısmındaki aşınma oranını önemli ölçüde azaltır.
Farklı yağsız kovanlı rulman tasarımları katı yağlayıcıyı farklı mekanizmalar aracılığıyla serbest bırakır. Sinterlenmiş metal yataklarda (yağ emdirilmiş sinterlenmiş bronz veya demir), yağlayıcı termal olarak salınır - gözenekli metal matris, sürtünme ısısı altında hafifçe genişleyerek depolanan yağı yüzeye pompalar; Yatak hareketsiz haldeyken soğuduğunda, yağ kılcal hareketle geri çekilir. PTFE kaplı kompozit rulmanlarda, PTFE'nin düşük yüzey enerjisi doğal olarak temas basıncı altında mil yüzeyine bulaşmasına neden olur. Grafit tıkaçlı bronz yataklarda, grafit parçalar doğrudan bronz matristeki deliklere veya oyuklara bastırılır ve kayan temas, yağlama katmanını oluşturan mikroskobik grafit parçacıklarını aşamalı olarak keser. PTFE, grafit veya MoS₂ ile doldurulmuş polimer matrisli rulmanlarda dolgu parçacıkları malzeme boyunca homojen bir şekilde dağıtılır ve rulman ilerledikçe aşınma yüzeyinde sürekli olarak açığa çıkar.
Her kendinden yağlamalı yağsız mil kovanının, yatak malzemesinin aşırı ısınma, aşırı aşınma veya tutukluk olmadan çalışabileceği yatak basıncı P (MPa veya psi cinsinden) ve kayma hızı V (m/s veya ft/dak cinsinden) çarpımı olan sınırlayıcı bir PV değeri vardır. PV limiti, yuvarlanma elemanlı rulmanların yük oranına benzer şekilde, kendinden yağlamalı rulmanlar için temel performans sınırıdır. PV değeri aşıldığında, arayüzdeki sürtünmeden kaynaklanan ısı üretimi, yatak malzemesinin ısıyı uzaklaştırma yeteneğini aşarak katı yağlayıcının termal bozulmasına, hızlandırılmış aşınmaya ve sonuçta rulman arızasına neden olur. Tasarımcılar, uygulamaları için gerçek PV'yi hesaplamalı (P = radyal yük / öngörülen alan; V = π × şaft çapı × RPM / 60.000) ve bunun malzemenin nominal PV sınırının altında olduğunu doğrulamalıdır - genellikle sürekli çalışma için 2-3 güvenlik faktörüyle.
Kendinden yağlamalı mil kovanının performansı büyük ölçüde temel malzeme ve katı yağlama sisteminin seçimiyle belirlenir. Her malzeme türünün kendine özgü güçlü yönleri, sınırlamaları ve en uygun uygulama alanları vardır. Burada ana kategorilerin ayrıntılı bir özetini bulabilirsiniz.
Bazen "grafit-bronz" veya "bakım gerektirmeyen bronz" manşonlar olarak adlandırılan grafit tıkalı bronz yağsız manşonlar, delik boyunca ve bazen uç yüzler boyunca düzenli olarak dağıtılan delinmiş deliklere preslenmiş silindirik grafit veya grafit-MoS₂ bileşiği tıkaçlarına sahip kurşunlu veya kurşunsuz bir bronz gövdeden oluşur. Bronz, mükemmel yük taşıma kapasitesi (bazı sınıflarda 60-80 MPa'ya kadar çalışma basıncı), ısı dağıtımı için yüksek termal iletkenlik ve iyi boyutsal stabilite sağlar. Grafit tapalar, kendi kendini yağlama işlevine katkıda bulunur ve kapsama açısından genellikle yatak yüzeyi alanının %20-35'ini oluşturur. Bu manşonlar 400°C'ye kadar güvenilir bir şekilde çalışır (saf grafit yerine karbon-grafit bileşikleri kullanılır) ve yavaş ila orta dereceli kayma hızları için uygundur (yaklaşık 2 m/s'ye kadar sürekli). Yüksek yük kapasitesi, geniş sıcaklık aralığı ve kirli ortamlara karşı sağlamlık kombinasyonu nedeniyle endüstriyel makineler (konveyörler, presler, vinçler, enjeksiyonlu kalıplama makineleri ve genel üretim ekipmanları) için en yaygın olarak belirtilen yağsız kovanlı rulman türüdür.
PTFE astarlı kompozit yağsız manşonlar (yaygın olarak Oiles tarafından DU®, SKF/Glacier tarafından DP4® veya Igus ve Permaglide'ın benzer ürünleri gibi ticari isimler altında bilinir) çelik bir destekten, gözenekli bir bronz ara katmandan (tipik olarak çeliğe sinterlenmiş) ve bronza bağlanmış 0,01–0,03 mm kalınlığında bir PTFE kurşun veya PTFE fiber kompozit kayan katmandan oluşur. Çelik destek, mahfaza deliğinde presle geçmeli tutma sağlar, bronz ara katman, PTFE katmanını mekanik olarak sabitler ve PTFE yüzey katmanı, olağanüstü derecede düşük bir sürtünme katsayısı (tipik yükler altında 0,03–0,12) ve mükemmel kimyasal direnç sağlar. Bu yapı, çok düşük sürtünme, kompakt kesit (0,7-1,5 mm kadar ince duvar kalınlığı, alanın kısıtlı uygulamalarda kullanılmasına izin verir), yüksek yük kapasitesi (250 MPa'ya kadar statik) ve çelik sırt sayesinde iyi ısı iletimi arasında optimum denge sağlar. PTFE kompozit manşonlar, otomotiv uygulamaları (pedal pivot yatakları, koltuk rayı kılavuzları, kapı menteşesi milleri), tarım makineleri ve hassas bir muhafazada ince, kendinden yağlamalı bir yatağın gerekli olduğu genel makine mühendisliği için standart seçimdir. Başlıca sınırlamaları, orta sıcaklık tavanı (kurşunsuz varyantlar için 120–150°C'ye kadar sürekli çalışma) ve PTFE katmanını delebilecek şok yüklere karşı hassasiyettir.
Sinterlenmiş bronz kovanlı yataklar, bronz tozunun %20-35 boşluk hacmine sahip gözenekli bir yapıya preslenmesi ve sinterlenmesi, ardından gözeneklerin yağlama yağı (tipik olarak ISO VG 68-150 mineral veya sentetik yağ) ile vakumla emprenye edilmesiyle üretilir. Gözenekli matriste depolanan yağ, çalışma sırasında termal ve kılcal hareketle yatak yüzeyine salınır ve yatak hareketsizken yeniden emilir; bu, genellikle orta yük ve hızlarda 20.000-50.000 saat bakım gerektirmeden çalışma sağlayan bağımsız bir yağlama rezervuarı oluşturur. Sinterlenmiş bronz yağsız gömlekler, düşük ila orta hızlarda (2 m/s'nin altındaki yüzey hızları), hafif ila orta dereceli yüklerde ve 80°C'nin altındaki sıcaklıklarda (bunun üzerinde depolanan yağ bozunur veya çok hızlı bir şekilde dışarı atılır) en etkilidir. Küçük elektrik motorlarında, ev aletlerinde, pompalarda, fanlarda, ofis ekipmanlarında ve elektrikli aletlerde baskın yatak türüdürler; kendini yenileyen yağ filminin çok düşük maliyetle mükemmel performansı koruduğu sürekli düşük hızlı dönüşle karakterize edilen uygulamalardır. Yüksek sıcaklık, yüksek yük veya salınımlı hareket uygulamaları için daha az uygundurlar.
Polimer bazlı yağsız kovanlı rulmanlar, genellikle matris içerisine katı yağlayıcı dolgu maddeleri (grafit, MoS₂, karbon fiber, PTFE) eklenerek mühendislik termoplastiklerinden (asetal (POM), naylon (PA66), UHMW-PE, PEEK veya PTFE) üretilir. Bu rulmanlar son derece hafiftir, korozyona tamamen dayanıklıdır, elektriksel olarak iletken değildir, çok çeşitli kimyasallara dayanıklıdır ve gıdayla temas eden uygulamalar için uygundur (FDA/EC 1935/2004 uyumlu kaliteler mevcuttur). Başlıca dezavantajları, metal destekli alternatiflere göre daha düşük yük kapasitesi, önemli termal genleşme katsayısı (yüksek sıcaklıklarda tutukluğu önlemek için daha büyük çapsal açıklık gerektirir) ve poliamid kalitelerinde boyutları ve açıklığı etkileyebilen nem emilimidir. Polimer kovanlı rulmanların önde gelen tedarikçileri arasında Igus (iglide® serisi), Trelleborg (Turcon®) ve Saint-Gobain (Hayırrglide®) bulunmaktadır. Özellikle Igus iglide malzemeleri, yüzlerce malzeme-şaft kombinasyonu için yayınlanmış aşınma oranı verileriyle kapsamlı bir şekilde test edilmiştir, bu da onları çok çeşitli düşük ila orta yük uygulamaları için belirlemeyi pratik hale getirir.
Karbon-grafit kovanlı yataklar, doğal kayganlığa sahip sert, gözenekli bir yapı oluşturmak için yüksek sıcaklıklarda kalıplanıp pişirilen karbon (veya grafit) ve çeşitli bağlayıcıların (reçineler, zift, metal emprenye maddeleri) karışımından üretilir. Bunlar, çok yüksek sıcaklıktaki yağsız manşon uygulamaları için tercih edilen malzemedir; herhangi bir polimerin veya geleneksel bronz yatağın kapasitesinin çok ötesinde, metal emdirilmiş karbon-grafit kaliteleriyle 500°C'ye kadar sürekli çalışma elde edilebilir. Karbon-grafit şaft kovanları, gıda işleme fırınlarında, cam üretim ekipmanlarında, buhar türbini yardımcı bileşenlerinde, yüksek sıcaklık konveyör sistemlerinde ve sıcak sıvı pompası yataklarında yaygın olarak kullanılmaktadır. Kırılgandırlar (gerilme mukavemeti 30-80 MPa, bronzdan çok daha düşüktür), metal yataklarla karşılaştırıldığında sınırlı yük kapasitesine sahiptirler ve çatlamayı önlemek için dikkatli kullanım ve kurulum gerektirirler. Bununla birlikte, başka hiçbir kendinden yağlamalı yatak malzemesinin hayatta kalamayacağı 250°C'nin üzerindeki uygulamalarda, karbon grafit sıklıkla tek uygulanabilir seçenektir.
Belirli bir uygulama için doğru yağsız mil kovanı malzemesinin seçilmesi, birden fazla performans parametresinin aynı anda tartılmasını gerektirir. Bu karşılaştırma tablosu, ilk seçime rehberlik etmek için ana malzeme türlerine yan yana bir genel bakış sağlar.
| Malzeme Türü | Maksimum Yük (MPa) | Maksimum Sıcaklık (°C) | Maksimum Hız (m/s) | Korozyon Direnci | Gıda Güvenliği | Göreli Maliyet |
| Grafit tıkalı bronz | 60–80 | 400 | 2.0 | Orta | Hayır (Pb kaliteleri) | Orta |
| PTFE kompozit (DU tipi) | 140–250 | 120–150 | 3.0 | İyi (çelik arka) | Mümkün (Kurşunsuz) | Düşük-Orta |
| Sinterlenmiş bronz (yağ emdirilmiş) | 20–40 | 80 | 2.0 | Orta | No | Düşük |
| Mühendislik polimeri (iglide®) | 10–60 | 90–250 (PEEK) | 0,5–5,0 | Mükemmel | Evet (FDA notları) | Düşük-Orta |
| Karbon-grafit | 5–20 | 500 | 10–20 | Mükemmel | Evet | Orta–High |
Kendinden yağlamalı kovanlı rulmanlar, döner makinelerin kullanıldığı hemen hemen her endüstride kendine yer bulmuştur, ancak bazı sektörler, geleneksel yağlamalı rulmanları kullanışsız hale getiren özel operasyonel gereklilikler nedeniyle diğerlerine göre bunlara çok daha fazla bağımlıdır.
Kendinden yağlamalı kovanlı yatağın seçilmesi, uygulamanın yükünün, hızının, sıcaklığının, ortamının ve boyutsal kısıtlamalarının sistematik olarak değerlendirilmesini gerektirir. Bu seçimi aceleye getirmek (yalnızca boyuta veya maliyete göre bir rulman seçmek), bakım gerektirmeyen rulman uygulamalarında erken rulman arızalarının en yaygın kaynağıdır.
Şaft manşonundaki radyal yük, yerçekimi yükleri, itici kuvvetler ve dinamik veya şok yükler dahil olmak üzere uygulanan kuvvetlerden hesaplanmalıdır. Yatak basıncı P, P = F / (d × L) olarak hesaplanır; burada F, Newton cinsinden radyal yük, d, mm cinsinden mil çapı ve L, mm cinsinden yatak uzunluğudur. Sonuçta ortaya çıkan P, N/mm² (MPa) cinsinden, çalışma sıcaklığında malzemenin izin verilen maksimum taşıma basıncının altında olmalıdır. Şok yüklü uygulamalar için, P'yi hesaplamadan önce statik yükü 1,5-3,0 şok faktörüyle çarpın. L/d oranları 0,5 ile 1,5 arasında olan rulmanlar iyi yük dağılımı sağlar; 2,0'ın üzerindeki oranlar, mil veya yatakta herhangi bir yanlış hizalama varsa manşonun uçlarında kenar yüklenmesine neden olabilir.
Dönen şaft uygulamaları için, yüzey kayma hızını V = (π × d × n) / 60.000 olarak hesaplayın; burada d, mm cinsinden şaft çapıdır ve n, RPM cinsinden dönme hızıdır; m/s cinsinden V'yi verir. Daha sonra PV = P × V'yi hesaplayın ve malzemenin nominal PV limitiyle (üreticinin veri sayfalarında mevcuttur) karşılaştırın. Çoğu grafit-bronz manşonların PV sınırları 0,1–0,5 MPa·m/s'dir; PTFE kompozitleri 0,05–0,15 MPa·m/s; polimer yataklar büyük farklılıklar gösterir (dereceye bağlı olarak 0,05–0,5 MPa·m/s). Salınımlı uygulamalar için (pivotlar, külbütörler), kayma hızı, sürekli RPM yerine döngü başına yay uzunluğundan ve frekanstan hesaplanır; bu, tipik olarak daha yüksek izin verilen basınçlara izin veren çok daha düşük V değerleri ile sonuçlanır.
Rulmanın karşılaşacağı maksimum sürekli çalışma sıcaklığını ve herhangi bir tepe sıcaklık sapmasını tanımlayın. Maksimum nominal sıcaklığı bu sınırın altında olan malzeme türlerini hariç tutun. Daha sonra çevresel kirleticileri (su, asitler, alkaliler, solventler, gıda, aşındırıcı tozlar) tanımlayın ve yatak malzemesiyle kimyasal uyumluluğunu kontrol edin. Birçok polimer içeren malzemenin kimyasallara dayanıklı olduğunu ancak belirli istisnaları olduğunu unutmayın (örneğin, asetal POM güçlü asitlerin saldırısına uğrar; PEEK mükemmel kimyasal dirence sahiptir; PTFE, flor ve erimiş alkali metaller dışında hemen hemen her şeye kimyasal olarak dayanıklıdır).
Şaft birleşme yüzeyinin, kendinden yağlamalı kovanlı yatağın aşınma ömrü ve sürtünme katsayısı üzerinde önemli bir etkisi vardır. Sert, pürüzsüz şaft yüzeyleri yatak aşınmasını en aza indirir ve transfer filmi oluşumunu kolaylaştırır. Yağsız kovan uygulamaları için önerilen şaft sertliği, grafit-bronz ve PTFE kompozit rulmanlar için minimum HRC 30'dur; uzun servis ömrü için HRC 45-60 tercih edilir. Mil yüzey kalitesi Ra 0,4–0,8 µm (zemin kaplama) olmalıdır; daha pürüzsüz şaftlar (Ra 0,2 µm'nin altında) aslında transfer filminin yapışmasını engelleyebilirken, daha pürüzlü şaftlar (Ra 1,6 µm'nin üzerinde) rulman deliğinin daha hızlı aşınmasına neden olur. Paslanmaz çelik miller çoğu yağsız rulman türüyle iyi çalışır; sertleştirilmemiş yumuşak çelik miller daha hızlı aşınır ve zorlu uygulamalar için önerilmez. Yumuşak şaft malzemeleri (alüminyum, yumuşak pirinç, plastik) için, malzeme kalitesine özel minimum şaft sertliği gereksinimleri için rulman üreticisine danışın.
Yağsız mil kovanı deliği ile mil muylusu arasındaki çapsal boşluğun doğru olması performans açısından kritik öneme sahiptir. Çok az boşluk, yatağın şaftı kavramasına neden olur (çalıştırma sırasında veya termal genleşme altında tutukluk); Çok fazla boşluk, şaftın hareket etmesine izin vererek darbe yüküne, gürültüye ve hem yatağın hem de şaft yüzeyinin hızlı aşınmasına neden olur.
Genel bir kural olarak, kurulumdan sonra şaft ile yağsız manşon deliği arasındaki çapsal çalışma boşluğu, oda sıcaklığında metal destekli PTFE kompozit rulmanlar için 0,001 x şaft çapı ve grafit bronz ve sinterlenmiş bronz rulmanlar için 0,002 x şaft çapı olmalıdır. Polimer yataklar için, daha yüksek termal genleşme katsayısına ve potansiyel nem şişmesine uyum sağlamak için genellikle daha yüksek boşluklara (0,003–0,005 x şaft çapı) ihtiyaç duyulur. 25 mm çaplı bir şaft için bu, PTFE kompozit için yaklaşık 0,025 mm, grafit-bronz için 0,05 mm ve polimer türleri için 0,075-0,125 mm çalışma açıklığı anlamına gelir. Minimum çalışma boşluğunu hesaplarken, maksimum çalışma sıcaklığında hem şaftın hem de kovan malzemesinin termal genleşmesini daima hesaba katın.
Yağsız kovanlı rulmanlar, manşonun mahfaza içinde dönmesini önlemek için hemen hemen her zaman mahfaza deliğine sıkı geçmeli olarak monte edilir (bu, hem mahfazanın hem de manşonun dış çapının aşındırılmasına ve hızlı bir şekilde arızalanmasına neden olur). Çoğu kovanlı rulman tipi için standart yatak toleransı H7'dir ve kovanın dış çapı, hafif ila orta düzeyde presle geçme için s6 veya r6 toleransına göre üretilmiştir. PTFE kompozit çelik destekli manşonlar için, 10–80 mm aralığındaki muhafazalar için girişim genellikle çap olarak 0,02–0,06 mm'dir. Alüminyum veya plastik mahfazalara preslenen polimer manşonlar için, girişim dikkatli bir şekilde hesaplanmalıdır çünkü mahfaza malzemesinin termal genleşmesi, çalışma sıcaklığında girişimi artırabilir (alüminyum mahfazalardaki çelik destekli manşonlarda) veya azaltabilir (polimer mahfazalardaki polimer manşonlarda) - her iki uç da sorunlara neden olabilir.
Yağsız bir manşon bir mahfazaya bastırıldığında, manşon duvarının elastik sıkışması ve arayüzdeki plastik deformasyon nedeniyle mahfaza delik boyutu bir miktar azalır. "Presleme düzeltmesi" adı verilen bu delik küçültme, kovan deliği çapını belirlerken ölçülmeli ve hesaba katılmalıdır. İnce duvarlı PTFE kompozit manşonlar için (duvar kalınlığı 0,75–2,5 mm), presleme sonrasında delik küçülmesi, duvar kalınlığına ve girişime bağlı olarak tipik olarak 0,01–0,04 mm'dir. Üreticiler, kendi özel ürünleri için delik düzeltme tabloları sağlar; kurulumdan sonra hedef çalışma açıklığını elde etmek amacıyla, üretildiği haliyle gereken delik çapını hesaplamak için daima bunları kullanın.
Doğru şekilde belirlenmiş bir kendinden yağlamalı kovanlı yatak bile, yanlış takılması durumunda zamanından önce arızalanacaktır. Bu kurulum yönergeleri tüm önemli yağsız kovanlı rulman tipleri için geçerlidir ve saha bakım durumlarında sıklıkla gözden kaçırılır.
Yeni bir tasarım için rulmanları belirlerken en sık sorulan sorulardan biri, kendinden yağlamalı kovanlı rulmanın mı yoksa yuvarlanma elemanlı rulmanın mı (bilyalı rulman, makaralı rulman) kullanılacağıdır. Her ikisinin de meşru rolleri vardır ve seçim, alışkanlık veya uygunluktan ziyade belirli gereksinimlere dayanmalıdır.
Yağsız mil kovanı, aşırı aşınma, tutukluk, gürültü veya boyut değişikliği nedeniyle beklenen hizmet ömründen önce arızalandığında, temel neden neredeyse her zaman seçim, kurulum veya çalıştırma sırasında yapılan az sayıda yaygın hatadan birine kadar izlenebilir. Burada en sık karşılaşılan sorunları teşhis etmeye ve çözmeye yönelik pratik bir kılavuz bulunmaktadır.
Kendinden yağlamalı manşonun hızlı aşınması çoğunlukla gerçek PV'nin nominal sınırı aşması (yük, hız ve sıcaklık hesaplamalarını yeniden kontrol edin), şaft yüzeyi pürüzlülüğünün önerilenden daha yüksek olması (Ra 1,6 µm'nin üzerinde), şaft yüzeyinin çok yumuşak olması (önerilen sertliğin altında), rulman boşluğuna giren aşındırıcı kirlenme veya yük altında termal tutukluğa neden olan yetersiz çalışma boşluğundan kaynaklanır. Aşınmış yatak yüzeyini bir büyüteç veya mikroskop altında inceleyin: düzgün, perdahlı bir görünüme sahip tekdüze bir aşınma normal bir alışmadır; şaft eksenine paralel derin oluklar aşındırıcı kirlenmeyi gösterir; çevresel puanlama nöbeti gösterir; tüylü veya yırtık yüzey şok aşırı yüklemesini gösterir.
Kovan içinde dönen mil yerine, yuvası içinde dönen yağsız bir kovan, sıkı geçmenin yetersiz olduğunu gösterir; ya yuva deliği büyük boyuttadır, kovan dış çapı küçüktür ya da müdahale, kurulum sırasında uygulanan yağlayıcıyla ortadan kaldırılmıştır. Yatak deliği çapını kontrol edin ve kovan üreticisinin belirttiği yatak toleransıyla karşılaştırın. Delik tolerans dahilindeyse ve dönme hala devam ediyorsa, bir sonraki daha sıkı dış çap tolerans sınıfını belirterek sıkılığı artırın veya ek olarak rulman tespit bileşiğini kullanın. Yüksek sıcaklıklarda, polimer manşon ile çelik mahfaza arasındaki diferansiyel termal genleşmenin girişimi azaltabileceğini veya ortadan kaldırabileceğini unutmayın; yüksek sıcaklık uygulamaları için, ikincil tutma olarak mekanik tutma özellikleri (tutma halkası, omuzlu mahfaza veya ayar vidası) eklenmelidir.
Yeni bir yağsız mil kovanı kurulumunda gıcırdama, çatırdama veya aralıklı titreşim genellikle şunlardan birine işaret eder: Yapışma-kayma sürtünmesine neden olan yetersiz çalışma boşluğu (transfer filmi oluşturulmadan önce yeni PTFE kompozit yataklarda çok yaygındır - alışma süresine izin verin), mil ile yatak deliği ekseni arasındaki yanlış hizalama (yuva hizalamasını kontrol edin; yanlış hizalama, kenar yüklemesine ve asimetrik aşınmaya neden olur), temas basıncında periyodik değişikliklere neden olan mil yüzeyinde dalgalanma veya yatak malzemesiyle uyumsuz mil malzemesi (bazı yatak milleri) kombinasyonlar düşük hızlarda sürekli kaymak yerine yapışma-kayma eğilimindedir; rulman üreticisinin mil malzemesi uyumluluk verilerine bakın).

Bu bakır bazlı yağ tahliye halkası, hassas işleme yoluyla yüksek kaliteli kalay bronzdan yapılmış...
Bronz Çelik Küresel Burç, 42CrM04 alaşımlı çelikten ve yüksek mukavemetli pirinçten yapılmıştır v...
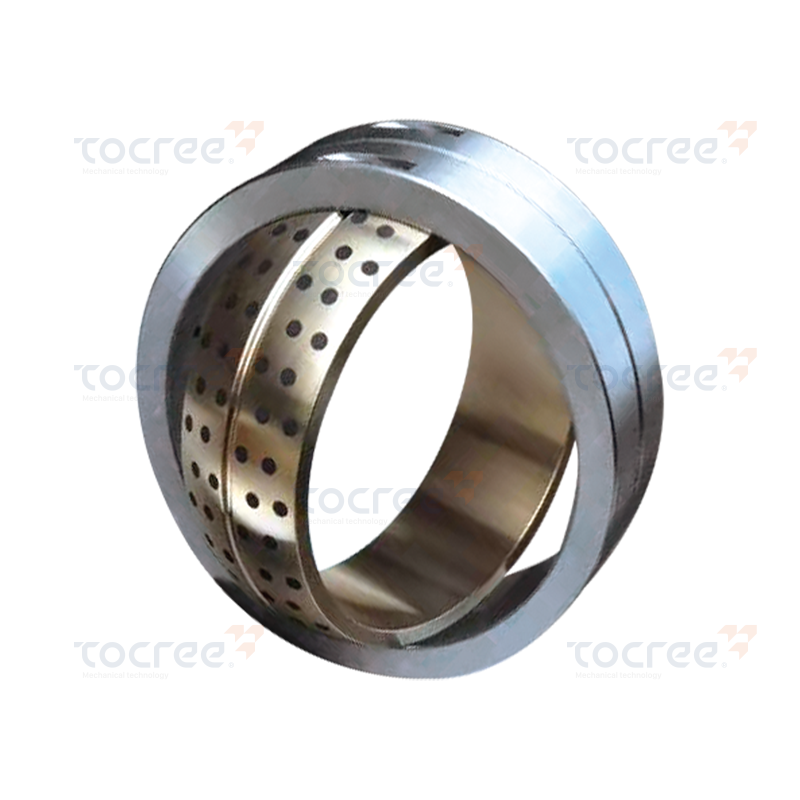
Bu Bimetal Kendinden Yağlamalı Küresel Rulman, benzersiz bir malzeme ve ileri üretim teknikleri k...

Bu küresel kendinden yağlamalı bakır manşon, temel malzeme olarak yüksek mukavemetli, yüksek muka...

Bu düz manşon, temel malzeme olarak alüminyum bronz alaşımından yapılmıştır. Müşteri isteğine gör...
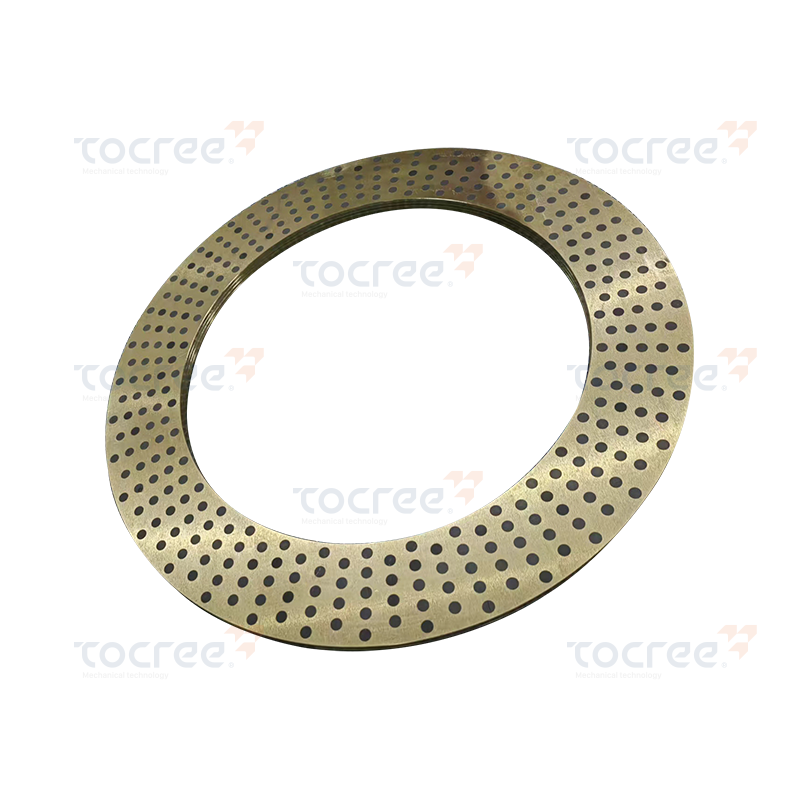
Katı kendinden yağlamalı bakır halkalar, temel malzeme olarak dökme alüminyum pirinç CuZn25A16Fe3...
Telif hakkı © 2025 Jiashan Tocree Machinery Co., Ltd. Tüm Hakları Saklıdır.
Özelleştirilmiş Bakır Alaşımları Makine Parçaları
