Müşterilerden gelen her türlü soru ve geri bildirim için sabırla ve titizlikle cevap vereceğiz.
Bu alüminyum alaşımlı çerçeve, aracın uygulama gereksinimlerini karşılamak üzere özel olarak tasa...
Alüminyum bronz burç (aynı zamanda alüminyum bronz kovanlı yatak veya alüminyum bronz kayar yatak olarak da bilinir) bakır-alüminyum alaşımlarından üretilen, tipik olarak %8-12 alüminyumun yanı sıra az miktarda demir, nikel veya manganez içeren silindirik bir kaymalı yatak bileşenidir. Bu rulmanlar, dönen veya kayan miller ile bunların destek yapıları arasında düşük sürtünmeli, aşınmaya dayanıklı bir arayüz sağlamak üzere preslenir veya işlenerek yuvalara dönüştürülür.
Döner elemanlı rulmanların aksine, alüminyum bronz burçlar, eşleşen yüzeyler arasındaki sürtünmeyi azaltmak için ince bir yağlayıcı filme (veya grafit gömülü varyantlarda katı yağlayıcıya) dayanır. Yoğun, ince taneli mikro yapıları, onlara kalay bronzu veya pirinç alternatiflerine kıyasla üstün mekanik mukavemet sağlar ve bu da onları ağır sanayi, denizcilik mühendisliği ve inşaat ekipmanlarındaki yüksek yüklü, orta hızlı uygulamalarda tercih edilen bir seçenek haline getirir.
Alüminyum bronz rulmanlar tek bir malzeme değildir; CuAl10Fe3, CuAl10Ni5Fe4 ve C95400/C95500 (ASTM) gibi isimler altında standartlaştırılmış bakır bazlı alaşımlardan oluşan bir aileyi kapsar. Her kalite, belirli servis koşulları için sertliği, korozyon direncini ve işlenebilirliği dengeleyecek şekilde tasarlanmıştır.
| Alaşım Sınıfı | Al % | Fe / Ni % | Çekme Dayanımı (MPa) | Sertlik (HB) | Tipik Kullanım |
| C95400 (CuAl10Fe3) | 10–11,5 | 3–5 Fe | 620 | 170–210 | Genel endüstriyel burçlar |
| C95500 (CuAl10Ni5Fe4) | 10–11,5 | 4–5 Fe, 4–5,5 Ni | 760 | 200–240 | Denizcilik, açık deniz, ağır makineler |
| CuAl8Fe3 (alt Al) | 7–9 | 2–4 Fe | 500 | 120–160 | Daha hafif hizmet tipi kayar yataklar |
| Grafit Gömülü Al Bronz | 9–11 | Değişir | 550–700 | 160–200 | Kendinden yağlamalı uygulamalar |
C95500 gibi kalitelerdeki nikel ilaveleri, deniz suyu ve asidik ortamlardaki korozyon direncini önemli ölçüde artırırken demir, tane yapısını iyileştirir ve aşınma direncini artırır. Başlangıçtan itibaren doğru kalitenin seçilmesi rulmanların erken arızalanmasını önler ve makinenin hizmet ömrü boyunca bakım maliyetlerini azaltır.
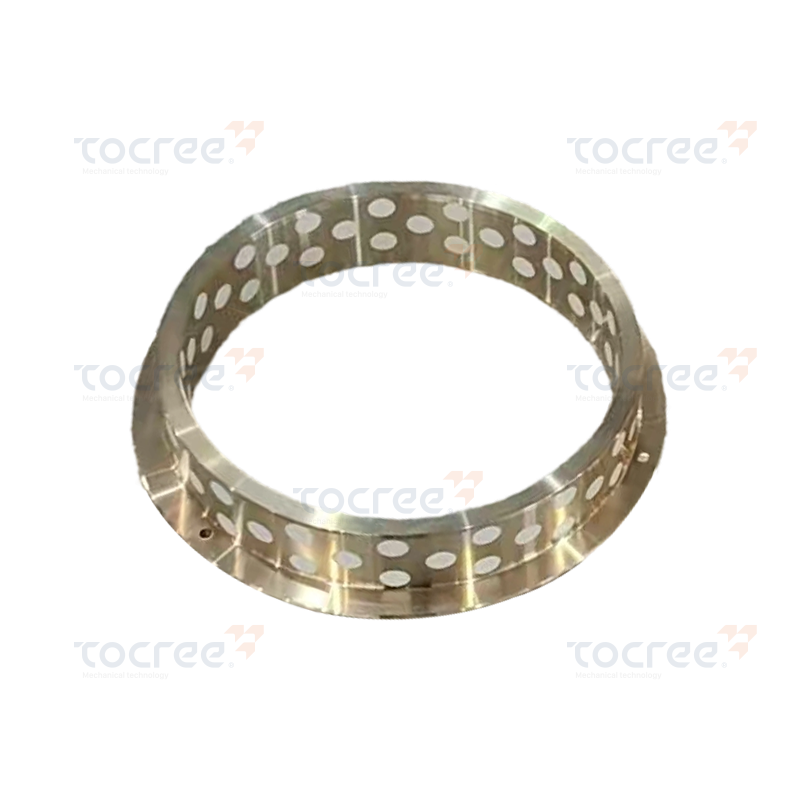
Alüminyum bronz grafit burç, silindirik veya elmas şeklindeki yüksek saflıkta grafit tapaların (bazen molibden disülfit (MoS₂) ile birleştirilir) yatak yüzeyi boyunca dağıtılan hassas şekilde işlenmiş deliklere preslendiği özel bir varyanttır. Şaft döndükçe veya ileri geri hareket ettikçe, bu tıkaçlardan mikro incelikte grafit katmanlarını keserek hem delik yüzeyinde hem de şaft üzerinde sürekli bir kuru yağlayıcı film bırakır.
Birçok zorlu ortamda geleneksel yağ veya gres yağlama pratik değildir veya yetersizdir. Grafit dolgulu alüminyum bronz rulmanlar, gerçek dünyadaki birçok kısıtlamaya mühendislik yanıtıdır:
Grafit tapaların deseni, boyutu ve derinliği, yatağın PV (basınç × hız) değerine göre tasarlanmıştır. Daha yüksek bir PV derecesi, daha fazla grafit kapsamı gerektirir (tipik olarak rulman deliği yüzeyinin %20 ila %30'u). Tapa çapları genellikle 6 mm ila 12 mm arasında değişir ve servis sırasında kalıcı olarak sabit kalmak için hafif bir sıkı geçme ile yerleştirilirler. Bazı birinci sınıf tasarımlarda, tüm mil uzunluğu boyunca tam yağlama filmi dağılımı sağlamak için balıksırtı veya helis düzenlemesi kullanılır.
Alüminyum bronz kaymalı yatakların özellik profilini anlamak, mühendislerin hizmet ömrü hakkında doğru tahminler yapmasına ve tasarım hesaplamalarında uygun güvenlik marjlarını seçmesine yardımcı olur.
| Mülkiyet | Tipik Değer (C95400–C95500) |
| Yoğunluk | 7,45–7,65 g/cm³ |
| Çekme Dayanımı | 620–760 MPa |
| Akma Dayanımı | 250–380 MPa |
| Sertlik | 170–240 HB |
| Maksimum Statik Yük (MPa) | 80 MPa'ya kadar (grafit tipi: 60 MPa) |
| Maksimum Çalışma Sıcaklığı | 250°C (grafit tipi: 400°C'ye kadar) |
| Isı İletkenliği | ~50 W/m·K |
| Sürtünme Katsayısı (kuru, grafit) | 0,08–0,20 |
| Korozyon Direnci | Deniz suyunda, asitlerde ve alkalilerde mükemmel |
Alüminyum bronzun nispeten yüksek termal iletkenliği, kaymalı yatak uygulamalarında önemli bir avantajdır: tribolojik arayüzde üretilen ısı, burç gövdesi boyunca ve mahfazanın içine verimli bir şekilde iletilir ve çelik millerde çizilmeye veya tutukluğa neden olabilecek termal kaçak önlenir.
Alüminyum bronz burçlar ve kovanlı yataklar boyut, miktar ve performans gereksinimlerine bağlı olarak çeşitli yollarla üretilebilir:
Silindirik burçların üretimi için en yaygın yöntem. Erimiş alüminyum bronz, hızla dönen bir kalıba dökülür ve merkezkaç kuvveti, daha yoğun malzemeyi dışarı doğru iterek, presle takılan muhafaza kurulumu için ideal, yoğun, gözeneksiz bir dış duvara sahip, net şekle yakın bir tüp oluşturur. Daha sonra iç delik, sıkı toleranslara (tipik olarak H7/h6 veya H8/f7 uyum çiftleri) göre son işlemden geçirilir.
Büyük, karmaşık geometrili burçlar, flanşlı manşonlar veya düşük hacimli özel parçalar için kullanılır. Kum dökümü, kalın duvarlı bölümlere ve entegre flanşlara izin verirken hassas döküm, net şekle yakın profillerde daha sıkı boyutsal doğruluk elde ederek işleme payını azaltır. Gözeneklilik bu yöntemlerde daha büyük bir endişe kaynağıdır; Ultrasonik veya boya penetrant testi kullanılarak yapılan döküm sonrası muayene, kritik uygulamalar için standart uygulamadır.

Sürekli döküm alüminyum bronz çubuk veya tüp, kesit boyunca oldukça düzgün mekanik özellikler sağlar. Bu, orta ila yüksek hacimlerde CNC ile işlenmiş burç üretimi için tercih edilen hammaddedir ve partiden partiye mükemmel boyutsal tekrarlanabilirlik ve malzeme tutarlılığı sunar.
Ağır hidrolik silindir çubuk kılavuzları veya bastırarak takılan pivot pimleri gibi en yüksek mekanik gücü gerektiren uygulamalar için sıcak dövme alüminyum bronz, mikro yapıyı çalıştırarak üstün çekme dayanımı ve darbe direnci elde eder. Dövülmüş parçalar daha sonra son boyutlarına kadar CNC ile işlenir ve gerekirse grafit dolguyla doldurulur.
Yüksek yük kapasitesi, korozyon direnci ve yağlamada çok yönlülüğün birleşimi, alüminyum bronz burçları ve kovanlı yatakları çok çeşitli sektörlerde standart çözüm haline getirir:
Doğru rulmanın seçilmesi, birbirine bağlı birçok parametrenin değerlendirilmesini içerir. Bu adımı aceleye getirmek rulmanların boyutlarının küçük olmasına, daha hızlı aşınmaya veya ciddi arızalara yol açar. Aşağıdaki karar çerçevesini kullanın:
PV değeri (MPa cinsinden yatak basıncı P ile m/s cinsinden kayma hızı V'nin çarpımı) herhangi bir kaymalı mesnet için birincil tasarım parametresidir. Alüminyum bronz burçlar, kuru/grafit yağlama altında tipik olarak 0,5–2,0 MPa·m/s aralığında ve sürekli yağlı yağlamada 5–10 MPa·m/s'ye kadar maksimum PV değerleri için derecelendirilmiştir. PV sınırının aşılması, aşınmayı katlanarak hızlandıran aşırı sürtünme ısısı üretir.
Gres veya yağ güvenilir bir şekilde beslenebiliyorsa ve çalışma sıcaklığı 150°C'nin altında kalıyorsa, yağ oluğu veya gres nipeli bulunan standart bir alüminyum bronz kovanlı rulman uygundur. Rulman 200°C'nin üzerindeki sıcaklıklara, suya veya kimyasal maddelere maruz kalmaya, erişilemeyen konumlara veya çok yavaş salınım hareketine maruz kalırsa, grafit tıpalı alüminyum bronz burç kullanın. Hesaplanan PV değerinize göre daima grafit fiş kapsamını (%) tedarikçinizle teyit edin.
Alüminyum bronz burçlar normalde mahfazaya sıkı geçmeli olarak bastırılarak takılır (H7/p6 yaygındır), bu da deliğin hafifçe kapanmasına neden olur. Preslemeden sonra her zaman bitmiş delik çapını belirtin; serbest durumdaki deliği değil. Mil yüzey kalitesi, yağla yağlamalı yataklar için Ra 0,4–0,8 µm ve grafitle yağlamalı varyantlar için Ra 0,8–1,6 µm olmalıdır. Daha sert şaft malzemeleri (ağır yüklü uygulamalar için minimum 45 HRC) aşınma oranlarını önemli ölçüde azaltır.
Temiz veya hafif aşındırıcı ortamlardaki genel endüstriyel uygulamalar için C95400 (CuAl10Fe3) uygun maliyetlidir ve yaygın olarak bulunur. Denizcilik, açık deniz veya kimyasal açıdan agresif ortamlar için üstün korozyon direnci nedeniyle C95500'ü (CuAl10Ni5Fe4) tercih edin. Eş zamanlı yüksek yük ve yüksek sıcaklık içeren uygulamalarda, optimum birleşik performans için ısıl işlem görmüş veya grafit tapalı dövme C95500'ü düşünün.
Kendinden yağlamalı alüminyum bronz grafit burçlar bile periyodik muayeneden yararlanır. Aşınmanın izlenmesi, yanlış hizalama, aşırı yükleme veya kirlenme sorunlarının şaft hasarına dönüşmeden önce erken tanımlanmasına olanak tanır; bu hasarın onarılması, aşınmış bir burcun değiştirilmesinden her zaman daha pahalıdır.
Doğru çalışma koşulları altında (uygun PV yüklemesi, yeterli yağlama, uygun montaj ve uyumlu şaft malzemesi), alüminyum bronz kayar yataklar rutin olarak 10.000 ila 50.000 çalışma saatine kadar hizmet ömrü sağlar. İyi tasarlanmış düşük hızlı pivot uygulamalarındaki grafit gömülü varyantlar, bakım gerektirmeden 20 yılı aşabilir; bu da, onlarca yıl boyunca toplam sahip olma maliyetinin birincil mühendislik ölçütü olduğu altyapı ve ağır makinelerde yaygın olarak benimsenmelerini açıklar.
Bu alüminyum alaşımlı çerçeve, aracın uygulama gereksinimlerini karşılamak üzere özel olarak tasa...
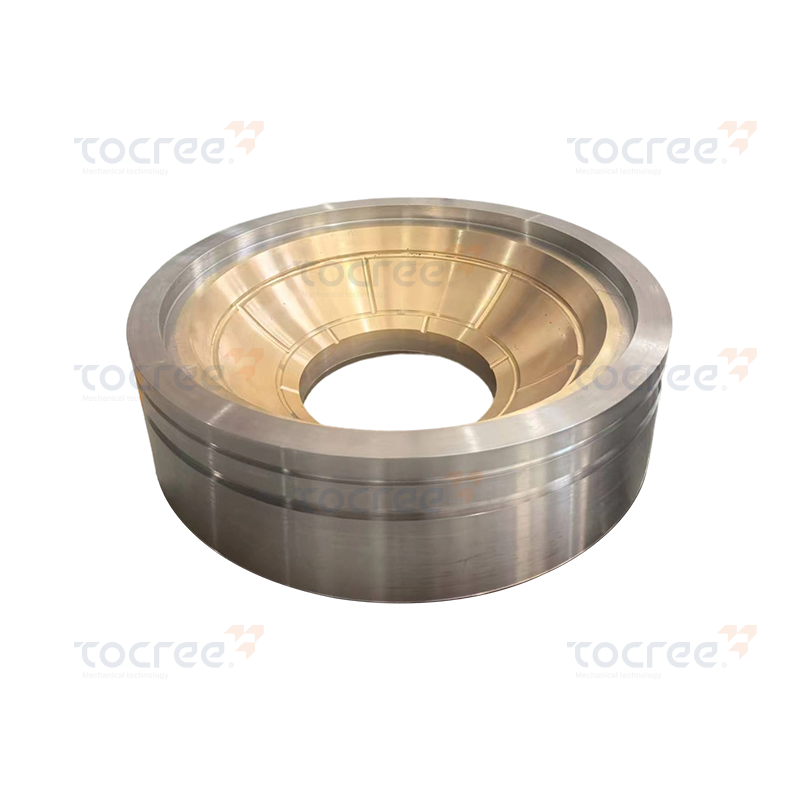
Bronz Çelik Küresel Burç, 42CrM04 alaşımlı çelikten ve yüksek mukavemetli pirinçten yapılmıştır v...

Yüksek çekme mukavemeti: Bu ürünün çekme mukavemeti 750N/mm²'ye kadar ulaşarak, yüksek yük k...

Bu yüksek performanslı pirinç tek flanşlı manşon, büyük endüstriyel rulmanlar için özel olarak ta...
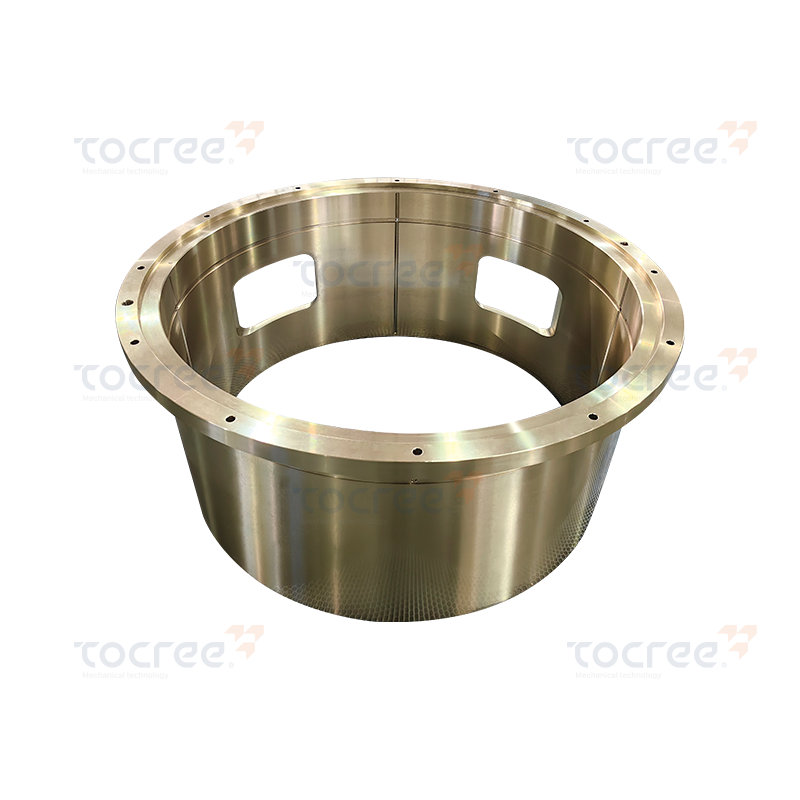
Tek taraflı flanşlı bakır manşon, mükemmel aşınma direnci ve yük taşıma kapasitesine sahip, yükse...
Telif hakkı © 2025 Jiashan Tocree Machinery Co., Ltd. Tüm Hakları Saklıdır.
Özelleştirilmiş Bakır Alaşımları Makine Parçaları
