Müşterilerden gelen her türlü soru ve geri bildirim için sabırla ve titizlikle cevap vereceğiz.
Katı kendinden yağlamalı bakır halkalar, temel malzeme olarak dökme alüminyum pirinç CuZn25A16Fe3...
Yağsız şaft kovanı, kendinden yağlamalı burç veya kuru yatak kovanı olarak da adlandırılan yağsız şaft kovanı, herhangi bir harici yağlama gerektirmeden dönen veya kayan şaftları desteklemek ve yönlendirmek için tasarlanmış silindirik bir mekanik bileşendir. Sürtünmeyi azaltmak için yağ filmlerine veya gres salmastrasına dayanan geleneksel bronz veya çelik burçların aksine, yağsız mil kovanı, doğrudan ana malzemesine gömülü katı yağlayıcılar içerir. Bu yağlayıcılar çalışma sırasında kademeli olarak salınarak manşon ile mil arasında ince, kendini yenileyen bir film oluşturur.
Konsept basit gibi görünse de arkasındaki mühendislik oldukça rafine. Temel malzeme (tipik olarak sinterlenmiş bronz, dökme demir, polimer kompozit veya grafit) yük taşıma mukavemeti için özel olarak seçilirken, yağlama maddeleri (genellikle grafit, PTFE veya molibden disülfit) kontrollü bir şekilde aşılanır veya yerleştirilir. Bu kombinasyon, yağ veya gres uygulamasının pratik olmadığı veya imkansız olduğu ortamlarda bile manşonun yük ve hareket altında sürekli çalışmasına olanak tanır.
Kendinden yağlamalı mil kovanının performansı büyük ölçüde malzeme bileşimine bağlıdır. Farklı uygulamalar farklı malzeme özellikleri gerektirir, bu nedenle üreticiler çok çeşitli baz ve yağlayıcı malzeme kombinasyonları sunar. İşte en yaygın türlerin bir dökümü:
| Malzeme Türü | Yağlayıcı Gömülü | En İyisi |
| Sinterlenmiş Bronz | Grafit tapalar veya PTFE | Orta yük, geniş sıcaklık aralığı |
| Dökme Demir | Grafit ekler | Ağır yükler, yüksek sıcaklıklar |
| Polimer / Plastik Kompozit | PTFE, MoS2 | Hafif yükler, aşındırıcı ortamlar |
| Grafit / Karbon | Doğal olarak kendi kendini yağlayan | Aşırı sıcaklıklar, buhar, kimyasallar |
| Bimetalik (Çelik Bronz Katman) | PTFE dolgulu yüzey katmanı | Yüksek hassasiyet, kompakt tasarımlar |
Her malzeme maliyet, sıcaklık direnci, yük kapasitesi ve kimyasal uyumluluk açısından ödünleşimler getirir. Çoğu endüstriyel makine için, mükemmel güç dengesi, termal iletkenlik ve kanıtlanmış yağlama performansı nedeniyle grafit tapalı sinterlenmiş bronz en yaygın kullanılan çözümdür.
Yağsız mil kovanındaki kendi kendini yağlayan mekanizma sihir değildir; iyi anlaşılmış bir tribolojik süreçtir. Şaft manşon içinde dönmeye veya kaymaya başladığında, sürtünmeden kaynaklanan ısı ve mekanik temas, az miktarda gömülü yağlayıcının şaft yüzeyine aktarılmasına neden olur. Bu, metal-metal temasını ve sürtünmeyi önemli ölçüde azaltan mikroskobik derecede ince bir yağlayıcı film oluşturur.
Zamanla bu film kendi kendini idame ettirir hale gelir. Şaft, manşondaki yağlayıcı açısından zengin yeni bölgelere her temas ettiğinde yeniden doldurulan küçük bir yağlayıcı kalıntısı taşır. Bu bileşenlerin sıklıkla "bakım gerektirmeyen" olarak tanımlanmasının nedeni budur; normal çalışma koşulları altında, yağlamayı aktif tutmak için hiçbir operatör müdahalesine gerek yoktur.
Bakım gerektirmeyen şaft burcunun belirleyici avantajı, geleneksel yağlamanın pratik olmadığı yerlerde güvenilir şekilde çalışabilme yeteneğidir. Bu, yağsız şaft kovanlarını şaşırtıcı derecede geniş bir endüstri ve uygulama yelpazesinde vazgeçilmez kılmaktadır.
Üretim ortamlarında sürekli çalışma çok önemlidir. Pres makineleri, konveyör sistemleri, enjeksiyon kalıplama ekipmanları ve otomatik montaj hatlarının tümü, arıza süresini en aza indirmek için yağsız kovanlı rulmanlara güvenir. Rulmanları yeniden yağlamak için üretim hattını durdurmak maliyetli olduğundan, kendi kendini yağlayan tasarım kendini kısa sürede amorti eder.
Yağ kirliliği gıda işleme tesislerinde ciddi bir sorundur. Gıda sınıfı yağlayıcılar bile sıkı düzenlemelere ve denetimlere tabidir. Yağsız şaft kovanları bu riski tamamen ortadan kaldırarak onları konveyör kılavuzları, paketleme makineleri, dolum istasyonları ve gıda fabrikalarındaki karıştırma ekipmanları için tercih edilen seçenek haline getiriyor.
Standart gres yaklaşık 150–200°C'nin üzerinde parçalanır. Grafit bazlı yağsız şaft kovanları ise 400°C'yi aşan sıcaklıklarda sürekli olarak çalışabilir. Bu, onları fırın ekipmanlarında, fırınlarda, çelik fabrikalarında ve geleneksel rulman yağlamasının başarısız olduğu diğer yüksek ısılı endüstriyel proseslerde paha biçilmez kılar.
Tarım makineleri, inşaat ekipmanları ve dış mekandaki elektrikli aletler düzenli olarak toza, çamura, neme ve geniş sıcaklık dalgalanmalarına maruz kalır; bunların tümü yağı yıkar ve gresi hızla bozar. Bu uygulamalardaki kuru rulman yatakları, düzenli yeniden gresleme programlarına ihtiyaç duymadan tutarlı performans sağlar.
Araçlarda süspansiyon bileşenlerinde, direksiyon bağlantılarında, pedal düzeneklerinde, kapı menteşelerinde ve koltuk mekanizmalarında kendinden yağlamalı burçlar bulunur. Kompakt boyutları, sessiz çalışmaları ve sıfır bakım gerektirme özellikleri, onları bir aracın ömrü boyunca servis gerektirmeden dayanması gereken bileşenler için ideal kılar.
Uygulamanız için bir tane seçmeden önce, yağsız ve geleneksel olarak yağlanmış mil kovanları arasındaki gerçek dünyadaki dengeleri anlamaya değer.
| Özellik | Yağsız Şaft Kovanı | Geleneksel Yağlamalı Burç |
| Bakım Gerekli | Yok (kendinden yağlamalı) | Düzenli olarak yeniden yağlama gerekli |
| Çalışma Sıcaklığı | 400°C'ye kadar (grafit tipi) | Yağlayıcı kalitesiyle sınırlıdır (~200°C) |
| Kontaminasyon Riski | Yok | Yağ/gres sızıntısı mümkün |
| Yük Kapasitesi | Orta ila yüksek | Uygun yağlama ile çok yüksek olabilir |
| Başlangıç Maliyeti | Biraz daha yüksek | Daha düşük ön maliyet |
| Toplam Yaşam Döngüsü Maliyeti | Daha düşük (bakım işçiliği yok) | Daha yüksek (sürekli bakım maliyeti) |
| Gıda/Medikal Kullanıma Uygun | Evet | Gıda sınıfı yağlayıcı gerektirir |
Doğru kendinden yağlamalı şaft kovanının seçilmesi, yalnızca delik çapının şaft boyutuna uygun hale getirilmesinden daha fazlasını gerektirir. Uzun hizmet ömrü ve güvenilir performans sağlamak için uygulamaya özel çeşitli parametreleri değerlendirmeniz gerekir.
Her yağsız manşon, MPa·m/s veya psi·ft/min olarak ifade edilen bir maksimum PV derecesine sahiptir. Yatak basıncını hesaplayın (yük, öngörülen alana bölünür) ve kayma hızıyla çarpın. Hesaplanan PV'niz manşonun değerini aşarsa daha büyük bir manşona, daha güçlü bir malzemeye veya farklı bir tasarım yaklaşımına ihtiyacınız vardır.

Polimer bazlı manşonlar uygun maliyetlidir ancak genellikle yaklaşık 100–150°C sürekli çalışmayla sınırlıdır. Yüksek sıcaklıklar için grafitli sinterlenmiş bronz, grafitli dökme demir veya tam grafit/karbon manşonlara geçin. Yalnızca ortalama çalışma koşullarını değil, her zaman en yüksek sıcaklıkları hesaba katın.
Suya, kimyasallara, toza veya UV radyasyonuna maruz kalmak, manşon performansını önemli ölçüde etkileyebilir. Bronz kılıflar birçok kimyasala dayanıklıdır ancak asidik ortamlarda paslanabilir. Polimer kompozit manşonlar genellikle ıslak veya kimyasal olarak agresif koşullar için daha iyi uyum sağlarken, grafit manşonlar buhar ve oksitleyici atmosferlerde üstün performans gösterir.
Şaft manşondan daha sert olmalıdır. Sertleştirilmiş çelik (HRC 45), çoğu metal bazlı yağsız manşon için standart eşleştirmedir. Paslanmaz çelik miller polimer manşonlarla iyi çalışır. Ayrıca, aşırı aşınma olmadan uygun yağ filmi aktarımını sağlamak için şaft yüzeyi pürüzlülüğünün önerilen aralıkta (tipik olarak Ra 0,4 ila 0,8 µm) olduğunu doğrulayın.
Yağsız manşonlar, iç delik ile mil arasında belirli bir çalışma açıklığı gerektirir. Şaft çapına ve malzemesine bağlı olarak genellikle 0,02 ila 0,08 mm olan bu boşluk, yağlayıcı filmin düzgün şekilde oluşmasını sağlar. Çok sıkı ve manşon aşırı ısınıyor; çok gevşekse titreşim ve gürültü elde edersiniz. Belirli manşon tipi için daima üreticinin uyum toleransı tablolarına başvurun.
En iyi yağsız mil kovanı bile yanlış takıldığında düşük performans gösterir. Bu pratik ipuçları, uzun ve sorunsuz bir hizmet ömrü sağlamaya yardımcı olacaktır:
Yağsız mil kovanları uzun hizmet ömrü için tasarlanmış olsa da, bunlar aşınan bileşenlerdir ve eninde sonunda değiştirilmeleri gerekecektir. Erken uyarı işaretlerini tanımak, beklenmedik arızaları ve maliyetli arıza sürelerini önler.
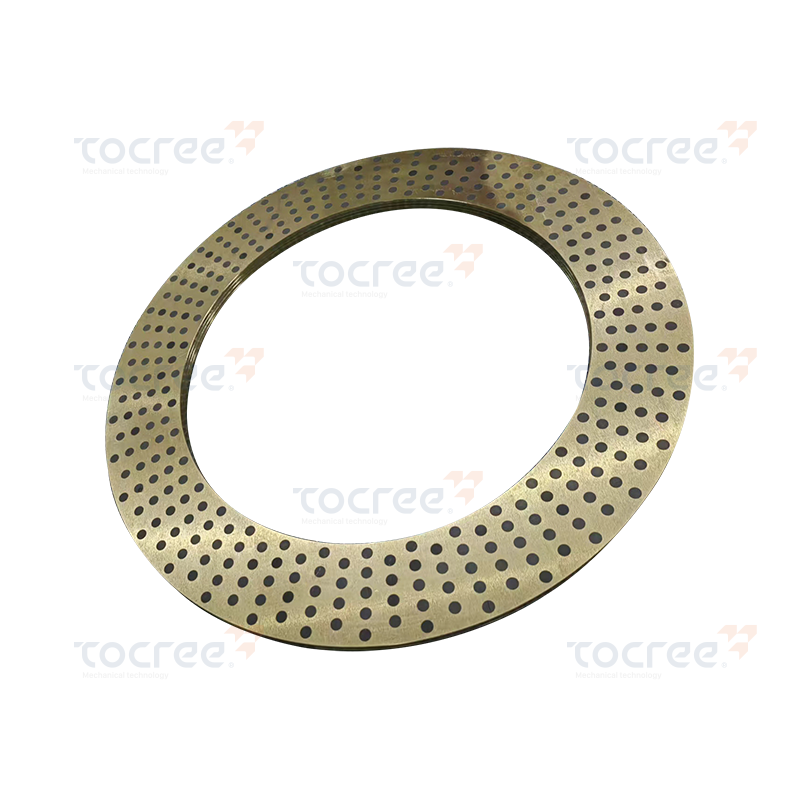
Katı kendinden yağlamalı bakır halkalar, temel malzeme olarak dökme alüminyum pirinç CuZn25A16Fe3...

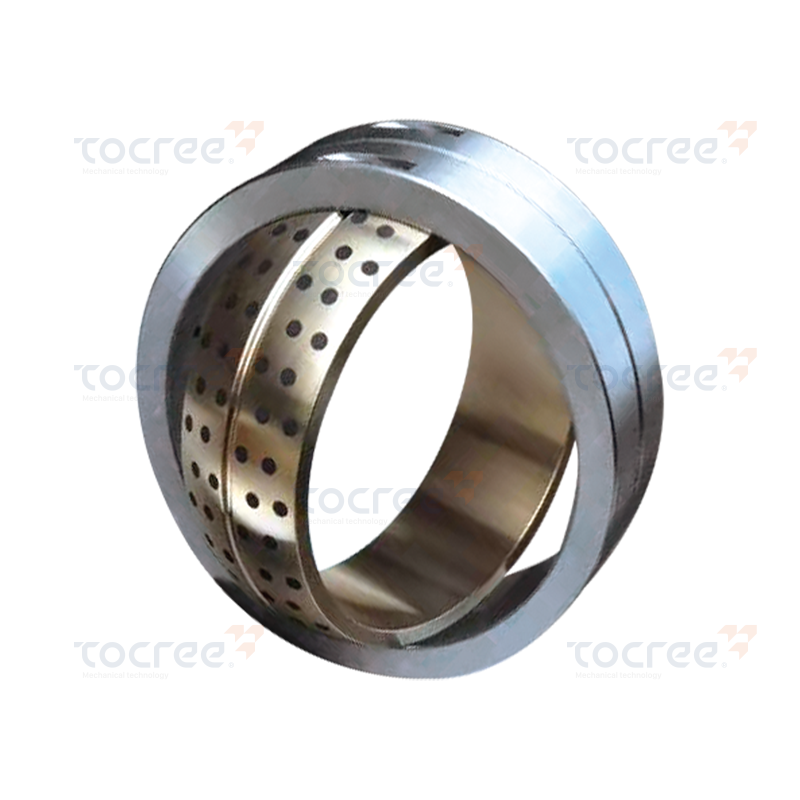
Bu küresel kendinden yağlamalı bakır manşon, temel malzeme olarak yüksek mukavemetli, yüksek muka...
Bu Bimetal Kendinden Yağlamalı Küresel Rulman, benzersiz bir malzeme ve ileri üretim teknikleri k...

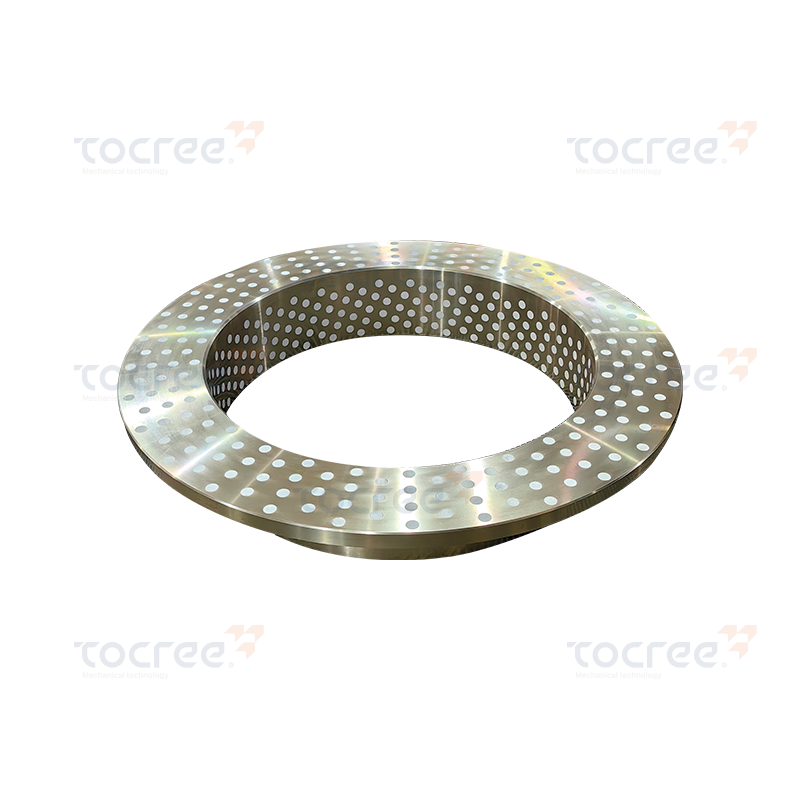
Bu bakır bazlı yağ tahliye halkası, hassas işleme yoluyla yüksek kaliteli kalay bronzdan yapılmış...
PTFE tek flanşlı katı kendinden yağlamalı bakır manşon, yüksek performanslı bir mekanik bileşendi...

Tek flanşlı kendinden yağlamalı rulman (grafit gömmeli), yüksek performanslı katı kendinden yağla...
Telif hakkı © 2025 Jiashan Tocree Machinery Co., Ltd. Tüm Hakları Saklıdır.
Özelleştirilmiş Bakır Alaşımları Makine Parçaları
