Müşterilerden gelen her türlü soru ve geri bildirim için sabırla ve titizlikle cevap vereceğiz.
Bu alüminyum alaşımlı çerçeve, aracın uygulama gereksinimlerini karşılamak üzere özel olarak tasa...
A bakır alaşımlı kavisli kaydırıcı - aynı zamanda bronz ark kaydırıcı, kavisli kayan blok veya yay profilli aşınma yastığı olarak da anılır - bakır bazlı bir alaşımdan işlenmiş ve kavisli veya yay şeklinde bir kayma yüzeyi ile profillenen hassas bir sürtünme bileşenidir. Düz doğrusal saplamalardan veya düz aşınma plakalarından farklı olarak kavisli geometri, hareket aralığı boyunca tam yüzey temasını ve tutarlı bir sürtünme arayüzünü korurken bileşenin dönme, dönme veya yay yolu hareketine uyum sağlamasına olanak tanır. Bu geometri, bakır alaşımlı ark kaydırıcıyı, bir makine ekseninin, bağlantının, kalıp mekanizmasının veya yapısal bağlantının düz bir çizgi yerine tanımlanmış bir yarıçap boyunca hareketi yönlendirmesi gereken her yerde tercih edilen bileşen haline getirir.
Temel malzeme olarak bakır alaşımının seçimi bilinçli ve teknik açıdan temellendirilmiştir. Bakır bazlı alaşımlar - özellikle alüminyum bronzları, kalay bronzları ve manganez bronzları - yük kapasitesi, termal iletkenlik, korozyon direnci ve tribolojik performansın kesişim noktasında hiçbir demir veya polimerik malzemenin eşleşmediği benzersiz bir dizi özelliği birleştirir. Malzemenin çelik karşı yüzeylere karşı doğal kayganlığı, ince aşındırıcı parçacıkların birleşme yüzeyine zarar vermesine izin vermek yerine zararsız bir şekilde gömme yeteneği ve marjinal veya aralıklı yağlama koşullarına toleransı, onu zorlu endüstriyel ortamlardaki hassas kayar bileşenler için referans malzemesi haline getirir.
Düz bir kayma yüzeyi ile kavisli bir kayma yüzeyi arasındaki işlevsel fark, geometrinin ötesine geçer. Kaydırıcı bir yay yolu boyunca hareket ettiğinde temas mekaniği, basınç dağılımı ve yağlama filmi davranışının tümü, hem performansı hem de aşınma ömrünü etkileyecek şekilde değişir.
Düz bir doğrusal kaydırıcıda, bileşenin doğru şekilde hizalanması ve yeterince desteklenmesi koşuluyla temas basıncı ped yüzeyi boyunca nispeten eşittir. bir bakır alaşımlı kavisli kaydırıcı Bir yay yolu veya delik boyunca çalışan kontak uyumludur; kaydırıcının dışbükey veya içbükey yüzeyi, birleşme yolu veya mahfazanın karşılık gelen yarıçapıyla eşleşir. Uyumlu temas, uygulanan yükü tam temas arkı boyunca dağıtır ve profilsiz bir bileşen yay yolu hareketine zorlandığında ortaya çıkan kenar yüklü veya nokta temas koşullarına kıyasla tepe temas gerilimini önemli ölçüde azaltır. Daha düşük tepe gerilimi, doğrudan daha uzun aşınma ömrü, daha az sürtünme ve arayüzde yüzey yorulması veya aşınma riskinin azalması anlamına gelir.
Kavisli geometri aynı zamanda hidrodinamik yağlama davranışını da etkiler. Kaydırıcı, yayı boyunca hareket ettikçe, hareket yönünün ilerisinde birleşen boşlukta kama şeklinde bir yağlayıcı film oluşturur; bu, hidrodinamik kaymalı yatakta yağ filmini oluşturan mekanizmanın aynısıdır. Bu kendi kendini basınçlandıran film, metal-metal temasını azaltır ve sürekli hareket eden uygulamalarda, orta çalışma hızlarında bile kaydırıcı ile birleşme yüzeyi arasında tam bir sıvı film ayrımı sağlayabilir. Enjeksiyon kalıbı kızaklarındaki bakır alaşımlı kavisli kaydırıcılar, dövme pres kılavuzları ve hassas aletler için bu davranış, doğru tasarlanmış bileşenlerin neden genellikle hesaplanan teorik aşınma ömrünün önerdiğinden çok daha uzun süre dayandığını açıklar.
Tüm bakır alaşımları kavisli kaydırıcı uygulamalarında eşdeğer performans sağlamaz. Yükleme koşulları, eşleşen yüzey malzemesi, çalışma sıcaklığı, yağlama rejimi ve aşındırıcı ortamın varlığı, hangi alaşım ailesinin ve spesifik kalitenin en iyi performansı göstereceğini etkiler. Endüstriyel takım ve makine uygulamalarında kavisli kaydırıcı üretiminde aşağıdaki kaliteler hakimdir.
Demir, nikel ve manganez ilaveleriyle yaklaşık %9-11 oranında alüminyum içeren alüminyum bronz, ağır hizmet uygulamalarında yüksek performanslı bakır alaşımlı kavisli kaydırıcılar için en güçlü alaşımdır. Bakır matris boyunca dağıtılan alüminyum açısından zengin kappa fazı, olağanüstü aşınma direnci ve korozyon direncinin yanı sıra olağanüstü sertlik (döküm formunda tipik Brinell sertliği 170–190 HB, ısıl işlemden sonra 220 HB'ye kadar) sağlar. C95400 (UNS tanımı) ve Çin eşdeğeri QAl9-4-4-2, 620-690 MPa çekme mukavemeti ve 250 MPa'yı aşan basınç akma mukavemeti sağlar; bu kapasite, onları dövme presi kılavuzunda, hidrolik silindir çubuğu yataklarında ve ağır kalıp takım kızaklarında karşılaşılan yüksek temas gerilimlerine uygun hale getirir. Alüminyum bronz kavisli kaydırıcılar, 500°C'ye kadar sıcaklıklarda güçlerini ve sertliklerini korurlar, bu da onları 250°C'yi aşan işlemlere uygun tek geleneksel bakır alaşımı yapar. Tek sınırlamaları tribolojiktir: alüminyum bronzlar güvenilir yağlama ve sertleştirilmiş bir birleşme yüzeyi (minimum 300-400 HBN) gerektirir çünkü kalay ve kurşunlu bronzların doğal gömülebilirlik ve tutukluk önleyici özelliklerinden yoksundurlar.
Kalay bronz - tipik olarak çinko ve kurşun katkılı %6-8 kalay içeren - yükün orta düzeyde olduğu, hızların değişken olduğu ve marjinal yağlama için bir miktar toleransın gerekli olduğu kavisli kaydırıcı uygulamaları için genel amaçlı bakır alaşımıdır. Kurşunlu kalay bronzundaki (en yaygın ticari kalite) dağılmış kurşun fazı katı bir yağlayıcı olarak işlev görür; yetersiz yağ filmi koşulları altında, kurşun temas yüzeyine bulaşır, metalin metale yapışmasını önler ve kısa yağlama kesintilerini hasarsız bir şekilde kapatır. Bu "gömülebilirlik" aynı zamanda temas bölgesine giren ince aşındırıcı parçacıkların birleşme yüzeyini çizmek yerine yumuşak matris tarafından emilmesine de olanak tanır. Kalay bronz kavisli kaydırıcılar, enjeksiyonlu kalıplama kaydırma mekanizmaları, kam takipçileri, genel makine sapları ve orta temas basınçlarını kuru veya sınır yağlama koşulları olasılığıyla birleştiren herhangi bir uygulama için standart seçimdir. Tipik sertlik 60–75 HB ve çekme mukavemeti 240–280 MPa'dır; çoğu aletle işleme ve genel endüstriyel uygulama için uygundur ancak alüminyum bronzun sunduğu en yüksek temas stresli ortamlar için yetersizdir.
Manganez bronz, 760-900 MPa çekme mukavemeti ve 200-230 HB sertlik üreten, alüminyum, manganez, demir ve bazen nikel ilaveli yüksek mukavemetli bir bakır-çinko alaşımıdır. Bu, kayma performansı spektrumunda onu alüminyum bronz ve kalay bronz arasında konumlandırır; kalay bronzundan daha güçlüdür ancak standart alüminyum bronz kalitelerinden daha iyi tutukluk önleme özelliklerine sahiptir. Manganez bronz kavisli kaydırıcılar, hem yapısal yük taşıma kapasitesinin hem de kavisli yay yolu hareket kılavuzunun aynı anda gerekli olduğu liman ve vinç makinelerinde, inşaat ekipmanı pivot noktalarında, denizcilik donanımlarında ve ağır araç direksiyon bileşenlerinde kullanılır. CuZn25Al5Mn4Fe3 (RoHS ve REACH ile uyumlu) adını kullanan kurşunsuz versiyonlar, Avrupa ve Kuzey Amerika pazarlarında giderek daha fazla tercih edilmektedir.
Fosfor bronz - eriyiği deokside eden ve döküm kalitesini artıran fosfor ilaveli kalay bronz - uzun servis döngüleri boyunca yüksek yorulma direnci ve tutarlı sürtünme katsayısı gerektiren kavisli kaydırıcı uygulamalarında kullanılır. Fosfor, tane yapısını iyileştirir ve alaşımın elastik limitini arttırır; bu, kaydırıcının yük altında tekrar tekrar yön değiştirdiği salınımlı (sürekli yerine) ark hareketinin olduğu uygulamalarda özellikle değerlidir. Tipik uygulamalar arasında, döngüsel yükleme altında boyutsal stabilitenin maksimum yük kapasitesinden daha önemli olduğu alet mekanizmaları, valf yuvaları ve hassas takım bileşenleri yer alır.
| Mülkiyet | Alüminyum Bronz C95400 | Kalay Bronz C93200 | Manganez Bronz C86300 | Fosfor Bronz C54400 |
|---|---|---|---|---|
| Sertlik (HB) | 170–220 | 60–75 | 200–230 | 80–100 |
| Çekme mukavemeti (MPa) | 620–690 | 240–280 | 760–900 | 310–380 |
| Maksimum servis sıcaklığı | 500°C | 250°C | 300°C | 200°C |
| Nöbet önleyici özellikler | Orta (güvenilir yağlama gerektirir) | Mükemmel (kurşun aşaması) | İyi | İyi |
| Korozyon direnci | Mükemmel | İyi | İyi | İyi |
| Kendinden yağlamalı versiyon | Evet (grafit fiş) | Evet (yağ emdirilmiş) | Sınırlı | Evet (sinterlenmiş) |
| Kurşunsuz kalite mevcut | Evet | Sınırlı (Bi substitute) | Evet | Evet |
| Birincil uygulamalar | Ağır kalıplar, dövme presi, denizcilik, yüksek sıcaklık | Enjeksiyon kalıp kızakları, genel takımlar, kam takipçileri | Liman makineleri, inşaat, denizcilik donanımı | Hassas aletler, salınım mekanizmaları, aletler |
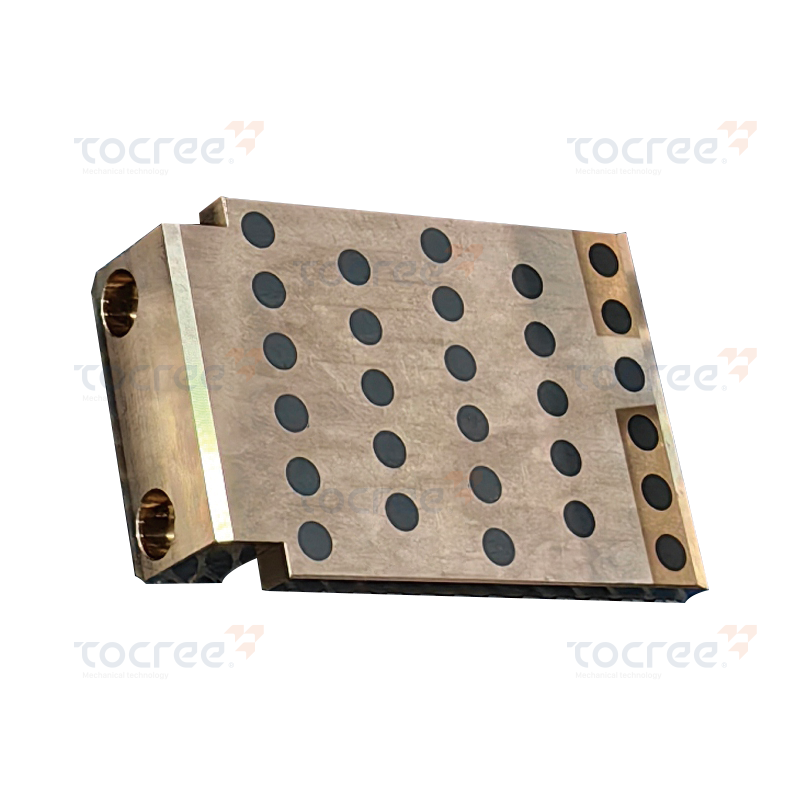
Bakır alaşımlı kavisli kaydırıcı teknolojisindeki pratik açıdan en önemli gelişmelerden biri, katı yağlayıcının kaydırıcı gövdesine entegre edilmesi ve hizmet ömrü boyunca harici bir yağ veya gres kaynağına bağımlı olmaksızın kendi yağlamasını sağlayan bir bileşen üretilmesidir. Kendinden yağlamalı kavisli bronz kaydırıcılar, kayan yüzeye bir dizi delik veya kanal delinerek veya dökülerek ve katı yağlayıcı malzemenin (en yaygın olarak grafit, aynı zamanda PTFE, molibden disülfit (MoS₂) veya bunların kombinasyonları) bu rezervuarlara preslenmesiyle üretilir.
Tasarım prensibi kritiktir: Yağlayıcı haznesi delikleri, kaydırıcı kendi yayında hareket ederken, birleşme yüzeyindeki her nokta tek bir tam strok sırasında en az bir yağlayıcı cebinin üzerinden geçecek şekilde konumlandırılmalıdır. Bu, temas anında tüm temas bölgesinin doğrudan grafit veya PTFE tarafından biriktirilen sürekli, ince bir yağlayıcı film almasını sağlar. İyi tasarlanmış, kendinden yağlamalı kavisli bir kaydırıcıda bu mekanizma, herhangi bir harici yağlama olayı olmadan uzun süreli çalışma sırasında bile tam temas yüzeyi boyunca sınır yağlama koşullarını korur ve bu da onları aşağıdakiler için standart spesifikasyon haline getirir:
Yağlayıcı tapa modelinin yoğunluğu ve çapı özel uygulama için tasarlanmıştır; kısa stroklu yüksek hızlı mekanizmalar, uzun hareket mesafeli, yavaş hareket eden bileşenlere göre daha yoğun bir tapa modeline ihtiyaç duyar. Alüminyum bronz kavisli kaydırıcı aşınma plakaları için ortak bir standart model, yay hareket aralığı içindeki herhangi bir konumda kayan yüzey boyunca sürekli yağlayıcı kaplamayı sağlamak için kademeli bir ızgara halinde düzenlenmiş, 30-40 mm merkez aralığında 8 mm çapında grafit tapalar kullanır.

Bakır alaşımının tribolojik özellikleriyle birleştirilen kavisli yay geometrisi, çok çeşitli endüstrilerdeki belirli mühendislik sorunlarını çözen bir bileşen oluşturur. Aşağıdaki uygulamalar en yüksek hacimli ve en zorlu kullanım durumlarını temsil etmektedir.
Enjeksiyon kalıpları ve basınçlı döküm takımları, plastik veya metal parçalarda düz çekmeli bir kalıptan çıkarılamayan alttan kesme özellikleri oluşturmak için maça çekme sistemleri olarak açısal veya kavisli kaydırma mekanizmalarını kullanır. Kalıp açıldığında, genellikle "yan hareketler" olarak adlandırılan bu kaydırıcıların, parça çıkarılmadan önce şekillendirme çekirdeğini geri çekmek için tanımlanmış bir yay veya açılı yol boyunca ilerlemesi gerekir. Bu bağlamda bakır alaşımlı kavisli kaydırıcılar, hareketli kayar blok ile kalıp tabanındaki kılavuz yolu arasında aşınma yüzeyi görevi görür. Alüminyum bronz ve kalay bronzun takım çeliğinden 10 kata kadar daha yüksek ısı iletkenliği onları burada özellikle değerli kılar: kaydırıcı ısıyı takımdan hızla çekerek çevrim süresini kısaltır ve soğutma suyunun ulaşamadığı alanlarda sıcak noktaları önler. AMPCO-18 (alüminyum bronz alaşımı), tam olarak bu kayma özellikleri ve termal performans kombinasyonu için enjeksiyon kalıp kaydırıcı aşınma plakalarında kullanılan ticari olarak belirlenmiş kalitelerden biridir.
Bir dövme presinin veya damgalama presinin şahmerdanı veya sürgüsü, üst ve alt kalıp yarıları arasında doğru hizalamayı korumak için kılavuzlu bir yol boyunca yüksek hassasiyetle hareket etmelidir. Yay yolu veya eksantrik tahrik mekanizmaları kullanan preslerde, pres kızağı kılavuz sistemi, eksantrik çalışma döngüsü boyunca tahrik edilirken şahmerdan hareketinin hafif dönme bileşenini karşılamak için kavisli bronz aşınma plakaları veya yay profilli saplamalar içerir. Manganez bronz ve alüminyum bronz kavisli saplar, temas basınçlarının 15-25 MPa'ya ulaşabileceği ve kılavuz sisteminin milyonlarca pres döngüsü boyunca 0,05 mm'nin altında hizalama doğruluğunu koruması gereken yüksek tonajlı preslerdeki pres kızak kılavuzları için standart malzemelerdir.
Ekskavatör bomları, vinç kolları, yükleyici kolları ve hidrolik silindir montaj noktalarının tümü, ağır, çoğunlukla şok yüklü çalışma koşulları altında belirli bir yay boyunca dönen pivot bağlantılarını içerir. Bu bağlantılardaki bakır alaşımlı kavisli kaydırıcılar (tipik olarak yarım kabuk ark astarları veya sektör şeklindeki aşınma yastıkları biçiminde) pivot yükünü tam temas yayına dağıtır ve aşındırıcı, genellikle ıslak ortamlarda yıllarca süren saha çalışması boyunca bağlantı açıklıklarını spesifikasyon dahilinde korumak için gereken düşük sürtünmeli, aşınmaya dayanıklı yüzeyi sağlar. Alüminyum bronzun mükemmel korozyon direnci, onu dış mekan inşaatları ve denizcilik pivot bağlantı uygulamaları için baskın alaşım seçimi haline getirir.
Eksenel pistonlu hidrolik pompalar ve motorlar, ileri geri hareket eden pistonları valf plakası boyunca yönlendirmek ve her pistonun basınç odasını kapatan hidrostatik filmi korumak için (genellikle kaydırma yastıkları veya tutma plakaları olarak adlandırılan) kavisli bronz kaydırıcılar kullanır. Bu bileşenlerin kavisli profili, silindir bloğu delik yarıçapıyla eşleşerek tüm çalışma açısı boyunca uyumlu temas ve eşit basınç dağılımı sağlar. Mükemmel boyutsal stabiliteleri, hidrolik sıvı saldırısına karşı dirençleri ve geniş basınç ve sıcaklık aralıklarında öngörülebilir sürtünme davranışları nedeniyle bu hassas hidrolik kayan bileşenler için kalay bronz ve fosfor bronz kaliteleri yaygın olarak kullanılır.
Geniş açıklıklı köprüler, stadyum çatıları ve endüstriyel binalar, dikey yükleri altyapıya aktarırken termal genleşmeye ve sismik harekete izin vermek için kavisli genleşme yatağı düzenekleri kullanır. Bu mesnetlerdeki bronz ark kayma plakaları (yük büyüklüğüne ve korozyona maruz kalmaya bağlı olarak tipik olarak kalay bronz veya alüminyum bronz), yapının deneyimlediği dönme ve öteleme hareketlerini karşılayan düşük sürtünmeli kavisli kayma yüzeyi sağlar. Bu bileşenler minimum bakımla 30-50 yıl hizmette kalabilir, bu da bakır alaşımlarının doğal korozyon direncini ve dayanıklılığını bu uygulamada özellikle değerli kılar.
Yeni bir uygulama veya değiştirme için bakır alaşımlı kavisli kaydırıcının belirlenmesi, birbirine bağlı birçok parametrenin tanımlanmasını içerir. Bunların spesifikasyon aşamasında doğru şekilde yapılması, erken aşınmaya veya montajda yanlış oturmaya neden olan geometri ve malzeme uyumsuzluklarını önler.
Bakır alaşımlı kavisli kaydırıcılar, aşınmayı değiştiren bileşenler olarak tasarlanmıştır; bunlar, daha pahalı birleşme yüzeylerini aşınmaya karşı korumayı ve hizmet sınırlarının ötesinde aşındığında değiştirilmeyi amaçlayan, düzenekteki fedakar aşınma elemanıdır. Bunu doğru şekilde yönetmek, aşınma göstergelerini, değiştirme kriterlerini ve doğru bakım uygulamasıyla servis aralıklarının nasıl uzatılacağını bilmeyi gerektirir.
Bakır alaşımlı kavisli kaydırıcıdaki aşınma, en kolay şekilde kaydırıcı ile eşleşme kılavuzu veya deliği arasındaki montaj açıklığının belirli aralıklarla ölçülmesiyle izlenir. Yeni kurulumlarda genellikle hassas takım uygulamaları için 0,02–0,08 mm ve genel makineler için 0,05–0,20 mm tasarım açıklığı bulunur. Bu boşluk, başlangıç değerinin tanımlanmış bir katı kadar arttığında (genellikle hassas takımlamada değiştirme tetikleyicisi olarak başlangıç boşluğunun 3-5 katı kullanılır), yay yolu yönlendirme doğruluğu, parça kalitesini veya kalıp hizalamasını etkileyecek bir seviyeye düşmüştür. Ağır makine uygulamalarında kriter genellikle yükün tersine çevrilmesi altında bağlantıda tespit edilebilir boşluk veya tıkırtının başlamasıdır.
Kayan yüzün görsel olarak incelenmesi ek bilgi sağlar: tüm yay yüzü boyunca eşit, cilalı aşınma, iyi temas dağılımını ve doğru hizalamayı gösterir. Kenarlarda veya belirli açısal konumlarda yoğun aşınma, yanlış hizalamayı, yay aralığının bir kısmında aşırı yüklemeyi veya araba ile kılavuz yolu arasında hatalı yay yarıçapı eşleşmesini gösterir; hizmet ömrünü kısaltan ve değiştirme sırasında araştırılıp düzeltilmesi gereken, normal olarak kabul edilmeyen koşullar.
Dışarıdan yağlanan bakır alaşımlı kavisli kaydırıcılar için yağlama aralığı çalışma koşullarına bağlıdır: yük, hız, sıcaklık ve kirlilik seviyesi. Endüstriyel makinelerdeki gresle yağlanan kavisli bronz kaydırıcılar için genel bir başlangıç noktası, normal koşullar altında her 100-250 çalışma saatinde bir, yüksek yüklü, tozlu veya ıslak ortamlarda her 40-80 saatte bir yeniden yağlamadır. Bakır alaşımlı kavisli kaydırıcıların çoğu için tercih edilen yağlayıcı, katı yağlayıcı katkı maddesi olarak %3-5 molibden disülfit veya grafit içeren, lityum kompleks koyulaştırıcılı, NLGI Grade 2, EP (aşırı basınç) grestir. Yağ filminin muhafaza edilebildiği sürekli hareket halindeki uygulamalarda yağla yağlama tercih edilir — çalışma hızına ve sıcaklığına bağlı olarak ISO VG 68 ila ISO VG 220. Klor, bakır-kalay ve bakır-çinko alaşımlarına saldırarak kayan yüzeyin daha hızlı korozyonuna neden olduğundan, bakır alaşımlı sürgülerde klorlu EP katkı maddeleri içeren yağlayıcılardan kaçının.
Bu alüminyum alaşımlı çerçeve, aracın uygulama gereksinimlerini karşılamak üzere özel olarak tasa...
L şeklindeki katı kendinden yağlamalı kaydırıcı, yüksek saflıkta grafit katı yağlayıcının, yüksek...

Bakır alaşımlı kavisli kaydırıcı, temel malzeme olarak yüksek performanslı kalay bronzdan yapılmı...

PTFE ile gömülü bu katı, kendinden yağlamalı bakır manşon, pirincin aşınma direncini PTFE'ni...

Bakır alaşımlı türbinler modern mekanik ve enerji sistemlerinin vazgeçilmez bileşenleridir. Eşleş...
Bu Bimetal Kendinden Yağlamalı Küresel Rulman, benzersiz bir malzeme ve ileri üretim teknikleri k...
Telif hakkı © 2025 Jiashan Tocree Machinery Co., Ltd. Tüm Hakları Saklıdır.
Özelleştirilmiş Bakır Alaşımları Makine Parçaları
