Müşterilerden gelen her türlü soru ve geri bildirim için sabırla ve titizlikle cevap vereceğiz.
Bu alüminyum alaşımlı çerçeve, aracın uygulama gereksinimlerini karşılamak üzere özel olarak tasa...
İnsanlar hakkında konuştuğunda alüminyum alaşımlı çelik mekanik parçalar , genellikle alüminyum alaşımlardan, alaşımlı çeliklerden veya aynı montaj içinde her ikisinin birleşiminden yapılmış hassas işlenmiş bileşenlere atıfta bulunurlar. Bu parçalar, otomotiv aktarma organları ve havacılık çerçevelerinden endüstriyel makinelere, robot teknolojisine ve tüketici elektroniğine kadar her şeyde bulunan modern mekanik sistemlerin omurgasını oluşturur. Bu terim, tümü kendi özel mekanik özelliklerine göre seçilmiş mühendislik metal alaşımlarından üretilen braketler, muhafazalar, miller, dişliler, flanşlar, bağlantı elemanları ve yapısal çerçeveler dahil olmak üzere geniş bir bileşen ailesini kapsar.
Alüminyum alaşımları, alüminyumun birincil element olduğu, mukavemeti, sertliği veya korozyon direncini arttırmak için bakır, magnezyum, silikon, çinko veya manganez ile birleştirilen metalik malzemelerdir. Öte yandan alaşımlı çelikler, karbon çeliğinin tek başına sunabileceğinin ötesinde tokluğu, aşınma direncini veya sertleşebilirliği artırmak için kasıtlı olarak krom, nikel, molibden veya vanadyum ilavesi yapılan demir bazlı malzemelerdir. Hangi malzemenin mekanik aksamın hangi parçasına ait olduğunu anlamak, başarılı bir mühendislik veya satın alma kararının başlangıç noktasıdır.
Mekanik bir parça için alüminyum alaşımı ve alaşımlı çelik arasında seçim yapmak, yalnızca daha güçlü malzemeyi seçmek meselesi değildir. Ağırlığın, gücün, işlenebilirliğin, maliyetin ve çalışma ortamının özel taleplerinin dengelenmesini gerektirir. İki malzeme ailesi bu boyutların her birinde önemli ölçüde farklılık gösterir.
| Mülkiyet | Alüminyum Alaşım | Alaşımlı Çelik |
| Yoğunluk | ~2,7 g/cm³ (hafif) | ~7,8 g/cm³ (ağır) |
| Çekme Dayanımı | 200–700 MPa | 500–1900 MPa |
| Korozyon Direnci | Mükemmel (doğal oksit tabakası) | Orta (kaplama gerektirir) |
| İşlenebilirlik | Çok kolay, yüksek kesme hızları | Orta ila zor |
| Isı İletkenliği | Yüksek (~160 W/m·K) | Düşük (~30–50 W/m·K) |
| Aşınma Direnci | Daha düşük (eloksallanarak geliştirilebilir) | Yüksek (özellikle sertleştirilmiş kaliteler) |
| Göreli Maliyet | Daha yüksek hammadde maliyeti | Genellikle kg başına daha düşük |
Uygulamada, ağırlık tasarrufunun öncelikli olduğu havacılık yapıları, otomotiv süspansiyon bileşenleri, bisiklet çerçeveleri ve taşınabilir ekipman muhafazaları gibi yerlerde alüminyum alaşımlı parçalar hakimdir. Alaşımlı çelik parçalar, yüksek yük taşıma kapasitesinin, yorulma mukavemetinin veya yüzey sertliğinin tartışmasız olduğu yerlerde devreye girer; dişli kutuları, krank milleri, ağır hizmet tipi bağlantı elemanları ve kesici takımlar bunların klasik örnekleridir.
Tüm alüminyum alaşımları ve alaşımlı çelikler eşit yaratılmamıştır. Her ailede, belirli mekanik roller için belirli kaliteler formüle edilir ve yanlış kalitenin belirtilmesi, parça tedarikinde en yaygın ve maliyetli hatalardan biridir.
Alüminyum alaşımlarının ve alaşımlı çeliklerin işleme davranışı temelde farklıdır ve bu boşluğu anlamak, hem mühendislerin parça tasarlamasına hem de alıcıların teklifleri değerlendirmesine yardımcı olur. İşleme maliyetleri, teslim süreleri ve ulaşılabilir toleransların tümü büyük ölçüde söz konusu malzemeye bağlıdır.
Alüminyum, mevcut en işlenebilir metallerden biridir. Alüminyum alaşımlarının CNC frezeleme ve tornalanması, çelikten 3 ila 5 kat daha hızlı kesme hızlarında çalışabilir, bu da çevrim sürelerini ve takım aşınmasını büyük ölçüde azaltır. Karbür veya yüksek hız çeliği (HSS) takımların her ikisi de iyi çalışır. Alüminyum işlemedeki ana zorluklar, yumuşak alüminyumun kesici takıma yapıştığı talaş yığılması (BUE) ve malzemenin makineye dolanabilecek uzun, lifli talaşlar üretme eğilimidir. Yüksek talaş açılı takımlar, cilalı kanallar ve yeterli soğutma sıvısı akışı standart çözümlerdir. Bakımı iyi yapılan CNC ekipmanlarında rutin olarak ±0,01 mm'ye kadar dar toleranslara ulaşılabilir.
Alaşımlı çeliklerin işlenmesi, özellikle ısıl işlem görmüş veya sertleştirilmiş koşullarda, önemli ölçüde daha zordur. Kesme hızlarının azaltılması gerekir, üretim hacimleri için karbür takımlama esasen zorunludur ve takım ömrü alüminyuma göre çok daha kısadır. D2 takım çeliği gibi daha sert kaliteler genellikle geleneksel kesme yerine taşlama veya EDM (elektrikli deşarj işleme) gerektirir. Olumlu tarafı, alaşımlı çeliğin kesme kuvvetleri altında alüminyuma göre daha tahmin edilebilir şekilde daha sıkı toleranslara sahip olması ve bitmiş yüzeylerin keskin kenarlarda çapaklanmaya daha az eğilimli olmasıdır. Yüksek hacimli çelik parçalar için kesme parametrelerinin, takım geometrisinin ve soğutma sıvısı stratejisinin optimize edilmesi, parça başına maliyetleri kontrol altında tutmak açısından çok önemlidir.

Ham işlenmiş alüminyum alaşımı ve çelik parçalar, bir tür yüzey işlemi yapılmadan nadiren kullanılır. Doğru işlem, parçanın çekirdek geometrisini değiştirmeden hizmet ömrünü önemli ölçüde uzatabilir, korozyon direncini artırabilir, sürtünmeyi azaltabilir ve görünümü iyileştirebilir.
En iyi şekilde tanımlanmış ve en iyi üretilmiş alüminyum alaşımlı ve alaşımlı çelik mekanik parçalar bile, uygun şekilde bakımı yapılmadığı takdirde eninde sonunda aşınacak, paslanacak veya yorulacaktır. Yapılandırılmış bir bakım yaklaşımı servis ömrünü uzatır, planlanmamış arıza sürelerini azaltır ve yaklaşan arızalara karşı erken uyarı verir.
Yük taşıyan ve aşınmaya maruz kalan parçaları gözle görülür bozulma belirtileri açısından düzenli olarak inceleyin: alüminyum parçalar üzerindeki yüzey oyukları veya beyaz toz birikintileri korozyona işaret eder; Çelik parçalar üzerindeki pas çizgileri veya pullanmalar kaplamanın bozulduğunu gösterir. Kritik özelliklere (şaft çapları, delik boyutları, diş kavrama uzunlukları) ilişkin boyutsal kontroller, kalibre edilmiş ölçüm cihazları kullanılarak planlı aralıklarla gerçekleştirilmelidir. Orijinal tasarım toleransının dışına çıkan herhangi bir ölçüm, yalnızca gözlem değil, değiştirme gerekçesidir.
Kayan ve dönen alaşımlı çelik parçalar, yapışma ve aşınmayı en aza indirmek için tutarlı yağlama gerektirir. Doğru yağlayıcı türü (gres, yağ veya kuru film) ve yeniden yağlama aralığı, OEM spesifikasyonlarına uygun olmalıdır; yanlış viskozitenin kullanılması veya sızdırmaz yatakların aşırı greslenmesi, aşınmayı önlemek yerine hızlandıran yaygın bakım hatalarıdır. Çeliğe karşı çalışan alüminyum parçalar için galvanik ve tribolojik uyumluluk dikkate alınmalıdır; çelik üzeri alüminyum kayar kontaklar genellikle geleneksel yağ yerine PTFE veya molibden disülfit (MoS₂) bazlı kuru film yağlayıcılardan yararlanır.
Yüksek çevrimli yorulma, tekrarlanan yüklemeye maruz kalan hem alüminyum alaşımlı hem de alaşımlı çelik parçalarda sessiz bir arıza modudur. Çatlaklar gerilim konsantrasyonlarında (delikler, kama yuvaları, keskin köşeler, yüzey çizikleri) başlar ve ani kırılma oluşana kadar her yük döngüsünde yayılır. Alüminyum için boya penetrant muayenesi (DPI) ve çelik için manyetik parçacık muayenesi (MPI) dahil olmak üzere tahribatsız muayene (NDT) yöntemleri, yüzey çatlaklarını kritik uzunluğa ulaşmadan tespit edebilir. Havacılık, otomotiv veya ağır makine uygulamalarındaki güvenlik açısından kritik parçalar için NDT, bileşenin yorulma ömrü analiziyle tanımlanan aralıklarla planlı bakım prosedürlerine dahil edilmelidir.
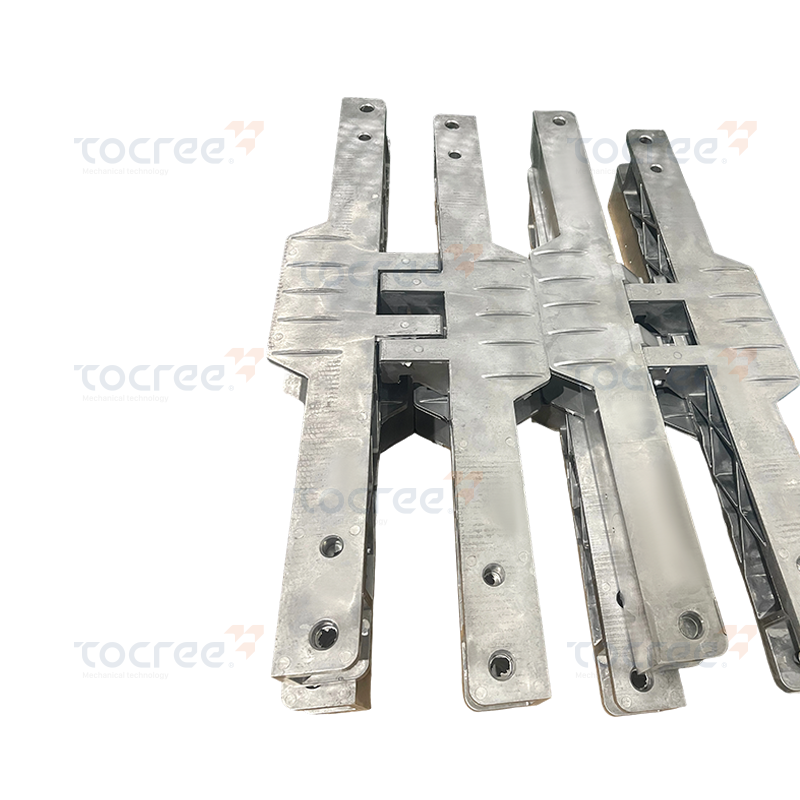
Bu alüminyum alaşımlı çerçeve, aracın uygulama gereksinimlerini karşılamak üzere özel olarak tasa...

Bu alüminyum alaşımlı sabitleme bloğu, temel malzeme olarak 6063 alüminyum alaşımından yapılmıştı...

Bakır alaşımlı türbinler modern mekanik ve enerji sistemlerinin vazgeçilmez bileşenleridir. Eşleş...
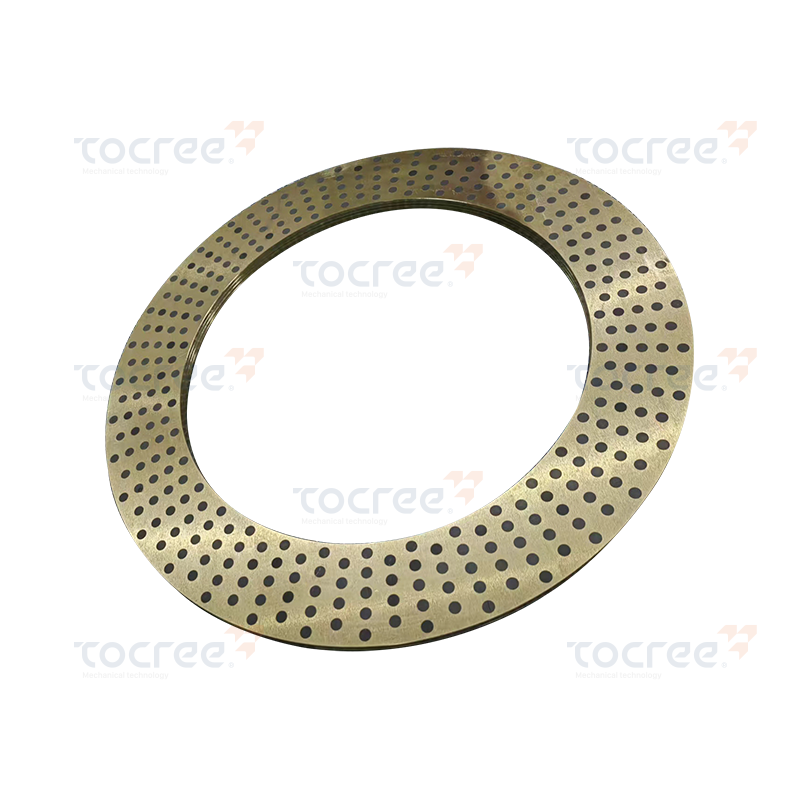
Katı kendinden yağlamalı bakır halkalar, temel malzeme olarak dökme alüminyum pirinç CuZn25A16Fe3...

Bakır alaşımlı kavisli kaydırıcı, temel malzeme olarak yüksek performanslı kalay bronzdan yapılmı...

Bakır-Çelik Bimetal Baskı Plakası zorlu mekanik uygulamalar için tasarlanmış yüksek performanslı ...
Telif hakkı © 2025 Jiashan Tocree Machinery Co., Ltd. Tüm Hakları Saklıdır.
Özelleştirilmiş Bakır Alaşımları Makine Parçaları
